


ターゲットの密度と生産を達成するのに役立つアスファルト圧縮ローリングパターン
舗装業者は、プロジェクトで使用する組み合わせについて多くのことを知っています。彼らのほとんどは、アスファルトプラントが1時間に何トンの混合物を生成できるかを正確に知っています。彼らはサイロの貯蔵容量を知っており、プラントが1つのプロジェクトのみにミックスを提供するのか、同時に複数のプロジェクトにミックスを提供するのかを決定します。請負業者が生産者からミックスを購入する必要がある場合、購入するミックスのトン数は通常、契約品目であり、予測可能な供給量です。
請負業者は、プロジェクトにホットミックスアスファルト(HMA)を配送するために使用される輸送トラックのサイズと容量も知っています。経験から、請負業者は工場から現場までの往復輸送時間を見積もり、各トラックが単位時間あたりに何台の荷物を運ぶことができるかを決定します。
しかし、レイダウンとアスファルトの圧縮に関しては、生産性の予測はそれほど確実ではありません。特に圧縮の場合、生成されるHMAの量とそれがいつ供給されるかという変数は、圧縮時のアスファルトの温度に影響を与えます。混合温度は、圧縮において最も重要な要素です。目標密度を達成するためにコンパクターを適切なローリングゾーンに維持するには、適切なアスファルトローリングパターンが必要です。
アスファルトコンパクションのベストプラクティス
コンパクターメーカーは、生産性を向上させるためにいくつかのオペレーター手順を教えています。今日のほぼすべてのブレークダウンローリングは振動式ダブルドラムコンパクターを利用しているため、次のベストプラクティスはこのタイプのコンパクターの操作に重点を置いています。
バイブレーションをオンにして、敷石に向かって最初のパスを作成します。
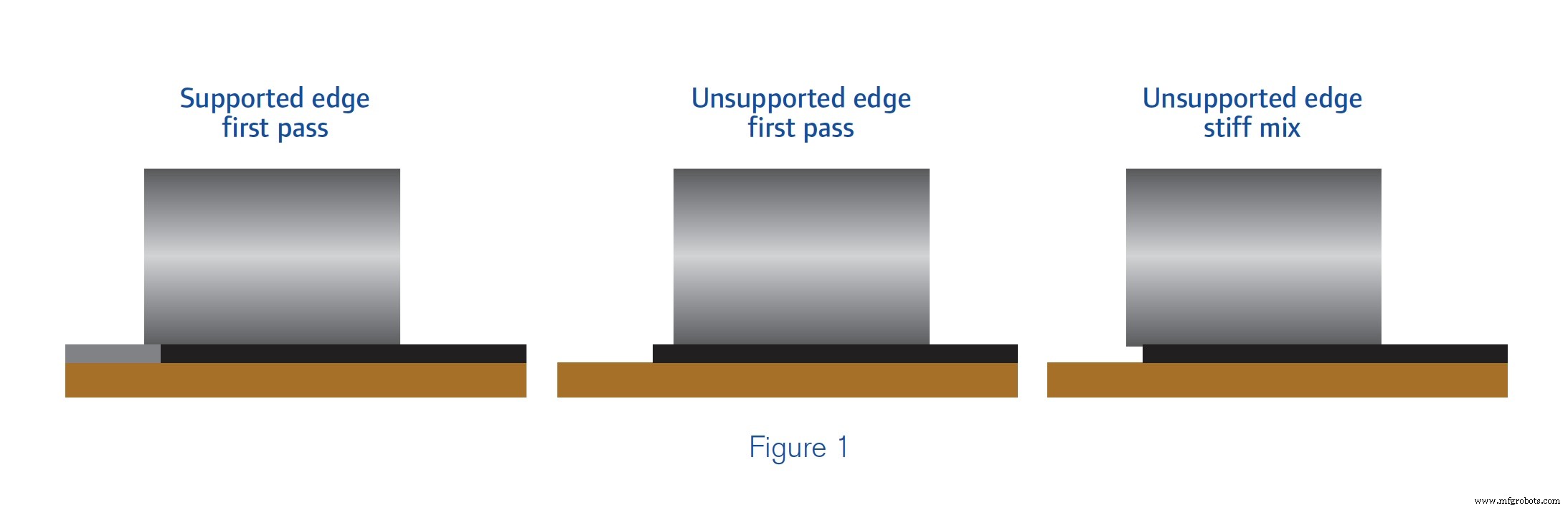
混合粘度が低く、骨材粒子をより近い配向に再配列する能力が高いため、最初のパスで最もエアボイドの低減が達成されます。舗装の端が横方向の動きに対して支持されている場合、オペレーターはコールドパネルとホットパネルの間のジョイントをわずかに重ねる必要があります。オペレーターが熟練しているほど、必要なジョイントのオーバーラップは狭くなります。ほとんどのオペレーターは、3〜4インチ(75〜100ミリメートル)のオーバーラップのみが必要です。舗装の端が支えられていない場合、オペレーターは、マットの横方向の押し込みを減らすために、この最初のパスを端から6〜8インチ(150〜200ミリメートル)離して行う必要があります。より硬い混合物は、この予防措置を必要としない場合があります。図1は、最初のパスでの舗装に対する適切なドラムの向きを示しています。
コンパクターの前方への動きを止め、パネルの中央に向かってわずかな弧を描いて転がり、敷石と乗組員の後ろに安全な距離を置きます。
ある角度で停止する理由は、次のパスでドラムのくぼみを広げやすくするためです。これは、舗装に隆起が形成されるのを防ぐのに役立ちます。図2にその手法を示します。パネルの左側のパスは弧を描いて停止し、コンパクターは同じパスに戻ります。次のフォワードパスはパネルの右側にあり、前のフォワードパスを通過し、パネルの中心に向かって弧を描きます。この技術により、コンパクターは、各サイドバイサイドパスで同じ温度範囲にとどまることにより、より均一な密度を達成できます。
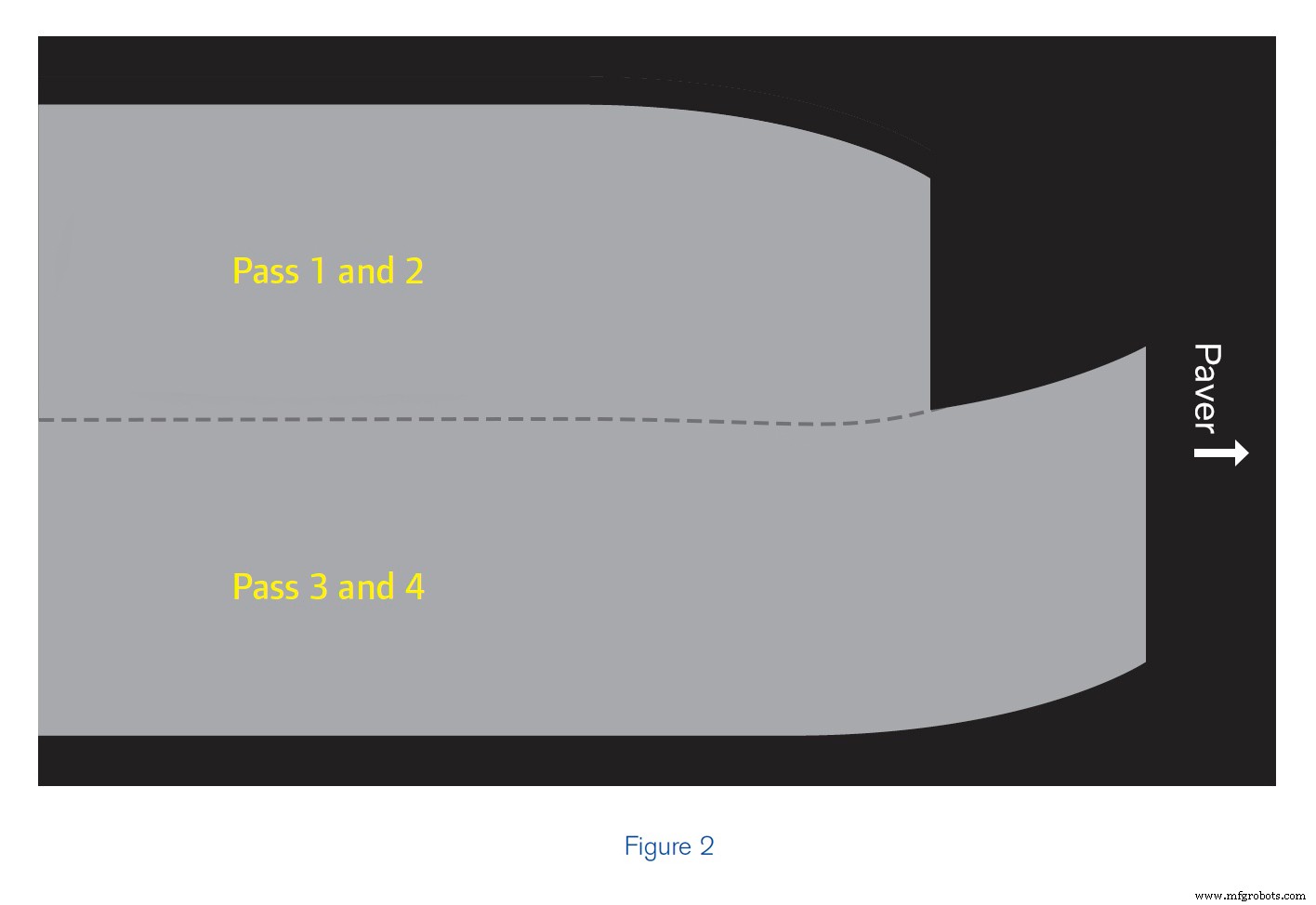
後続の各パスの終了を、隣接する前のパスの終了を超えてロールします。
これは図2にも示されています。ペーバーの前進運動に続いて、ブレークダウンコンパクターをペーバーと同じマットの相対温度範囲に保ちます。破壊アスファルトローリングゾーンの長さを制限すると、フロントコンパクターがペーバーに追いつくのに役立ちます。特にストーンマスチックアスファルト(SMA)とスーパーペーブの混合物の場合、圧縮にはこれ以上重要な技術はありません。
最適なアスファルト密度の達成
混合物が目標密度の達成と一致する温度未満に冷却される前に、完全なブレークダウンローリング。 この手法は2つの目的を達成します。ほとんどのミックスでは、最高の生産量を達成できます。柔らかさを示すミックスの場合、これにより、ミックスが不安定になり始める前に密度に達することができます。
密度を均一にするためにジョイントをコンパクトにします。 HMA舗装に見られる最も一般的な欠陥の1つは、低い接合密度です。接合部の密度が低いのは、舗装技術の不足、過度の合着とレーキ、ローリングの練習の不足、またはこれらの組み合わせが原因です。不十分なローリングの練習は、コンパクターオペレーターの適切なトレーニングと経験によって克服できます。
効果的なローリング幅に基づいたコンプレッサーの選択
コンパクタードラムの長さは、コンパクターの生産能力の真の尺度ではありません。むしろ、有効ドラム幅(EDW)が重要な指標です。 EDWとドラムの長さの違いは重要です。通常、これらの2つの次元は10パーセント以内です。図3のいくつかの例は、この関係を示しています。
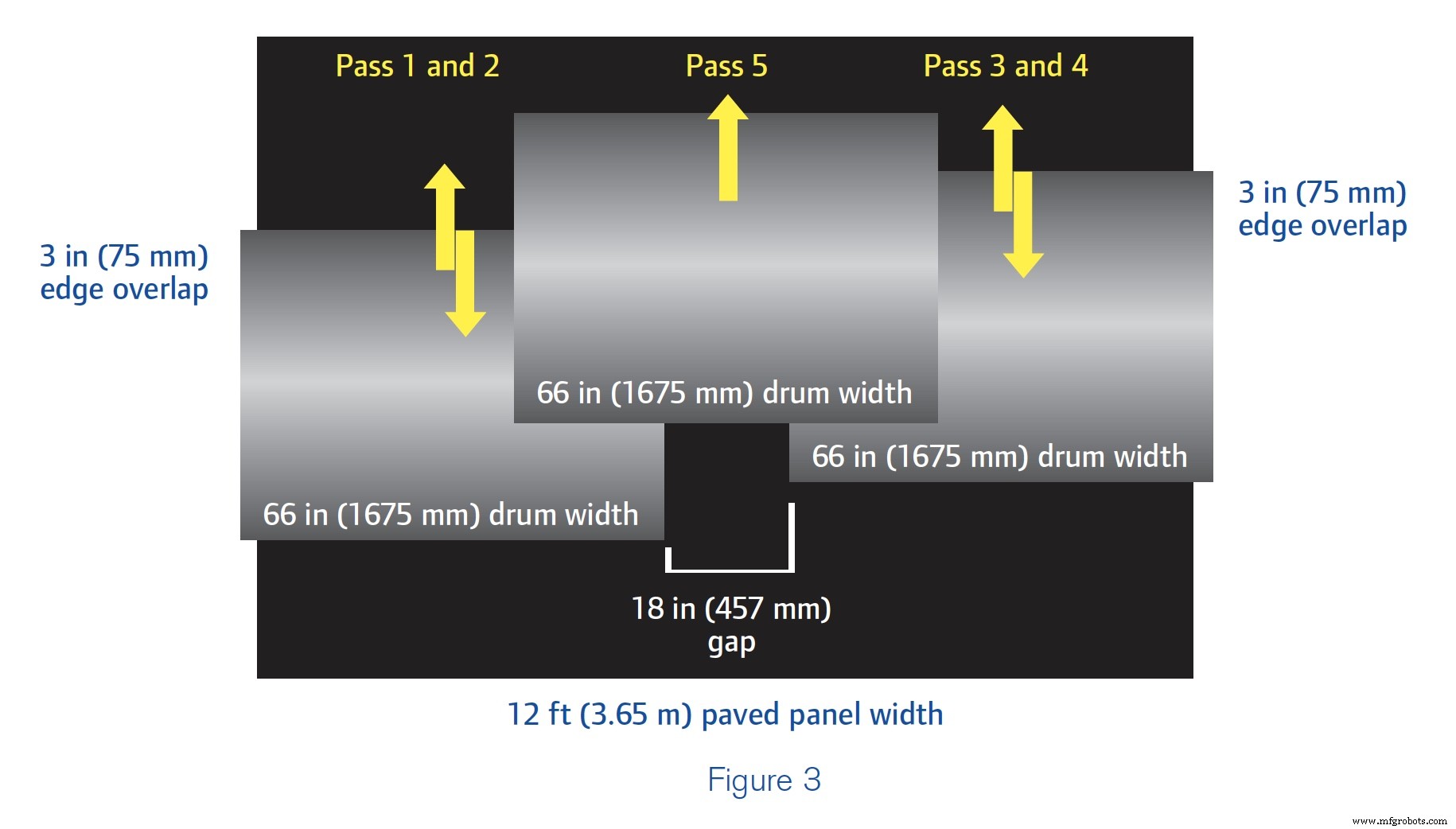
図3の舗装されたパネルの幅は、完全なカバレッジを提供するために、コンパクターを3回並べて通過させる必要があります。残念ながら、最高のオペレーターでさえ、図のようなローリングパターンを作成する場合、圧縮力がパネルの幅全体に均等に適用されないため、均一な舗装密度を達成できません。 5回目のパスは、最初の4回のパスで圧縮された舗装面と重なりますが、パネルの中央の18インチ(457ミリメートル)を通過するパスは1回だけです。これは、密度が中央で最も低く、パネルの外側の四分の一でわずかに高く、3回のドラムパスが行われたセクションで最も高くなることを意味します。これは必要な要件を満たしていません。ローリング幅が狭いと、オペレーターがペーバーに追いつくことができなくなります。
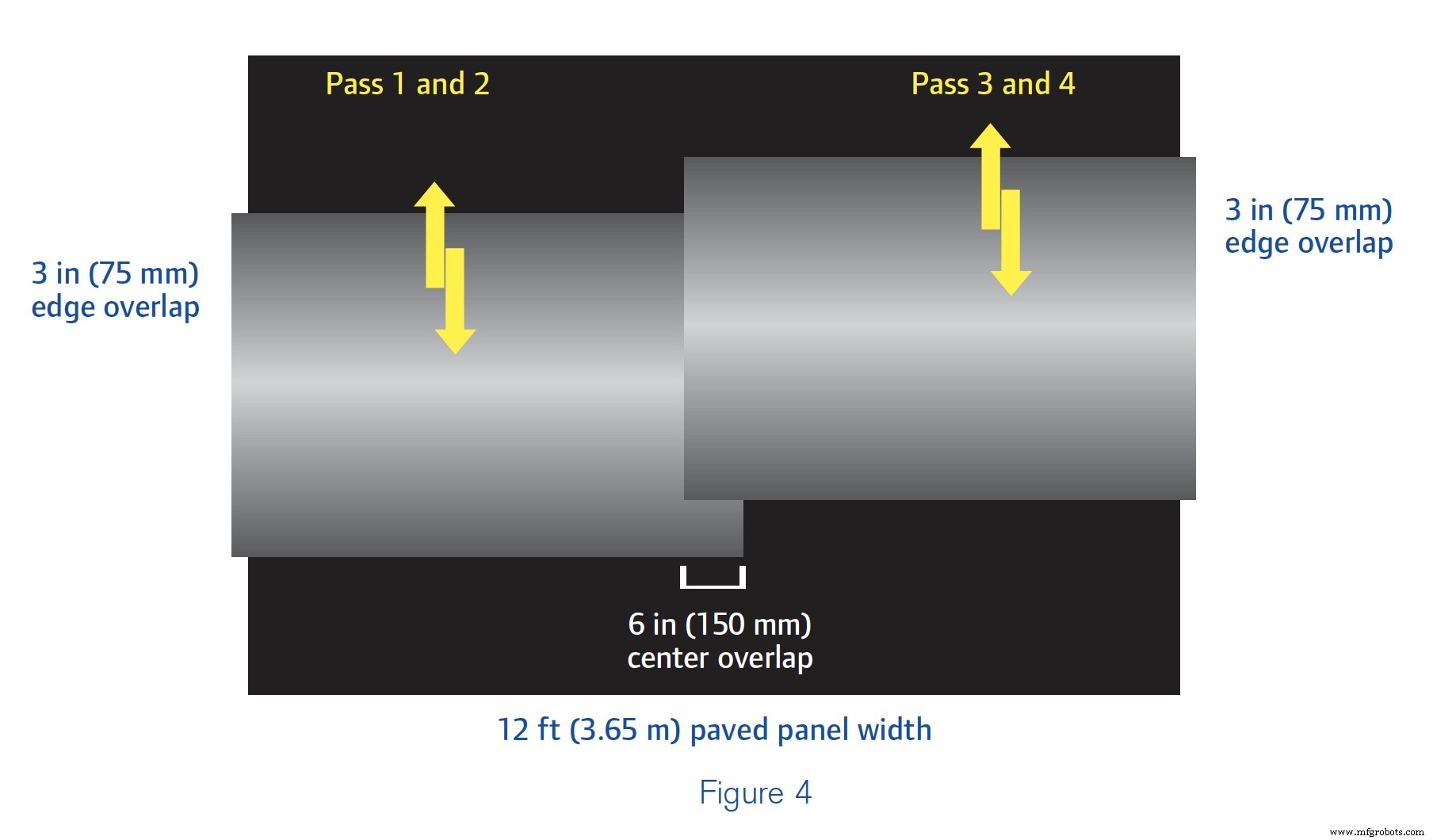
図4で、図3と同じパネル幅を完全にカバーするために必要なサイドバイサイドパスは2つだけであることに注意してください。これは、EDWが広いコンパクターによるものです。 78インチ(1980 mm)のドラムを備えたコンパクターの十分な訓練を受けたオペレーターは、横に並んだパスがわずかに重なる正確な中心を除いて、均一なカバレッジでパネルを圧縮できます。このブレークダウンローリング技術を使用すると、パネル全体で均一な密度が達成され、要件の達成に役立ちます。
パネルに対して幅が広すぎるドラムを使用することもできます。図5では、コンパクタードラムの幅は84インチ(2135ミリメートル)です。
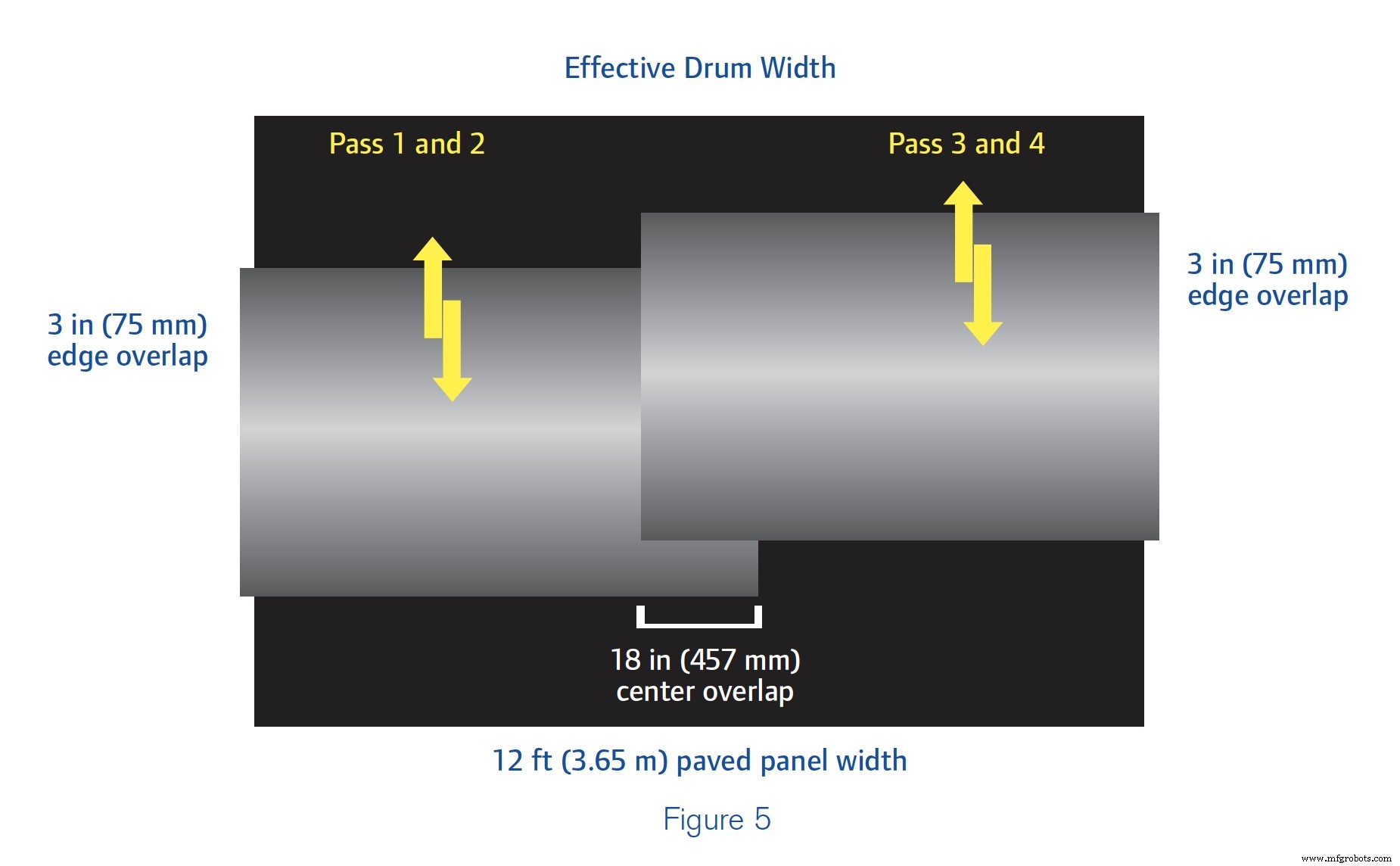
パネルの中央は、外側のセクションの2倍の圧縮力を受けています。舗装に対して幅が広すぎるドラムを備えたコンパクターが使用されたため、破壊圧延の結果は要件を達成できません。さらに、圧縮機が大きいほど所有権と運用コストが高くなるため、投資に対する請負業者への投資回収が減少します。
これが、ほぼすべてのメーカーが、66、78、84インチ(1675、1980、2135ミリメートル)の3つの基本幅のドラムを備えた高速道路クラスのコンパクターを製造している理由です。
舗装トレインへのコンパクターの主な貢献は、密度を達成する能力です。コンパクターのサイズの選択は、請負業者のフリートの内容に基づいて行われる場合があります。ペーバーに追いつくことは均一な密度を達成することと同じくらい重要であるため、圧縮機の選択と圧延パターンに注意を払うことは、特に仕様を達成することに成功する上で利益をもたらします。
アスファルト締固めの基本についてもっと学びましょう。

産業機器