


高公差航空宇宙部品の機械加工
高速DTM 2002年にティム・アラード社長によってワンマンショップとして設立されました。 Hitchiner Manufacturingのような大企業で働いた後、彼は、高速Roku Roku、ハイデンハインコントロールを備えた5軸Hermleマシン、およびいくつかのハイエンドMakinoを含む、印象的な一連の機器で機械工としてのスキルを磨く機会がありました。しかし、当初、彼は自分の会社で主にエンジニアリング作業を行っており、最初に購入した機器はCMMマシンでした。
アラードは次のように説明しています。「私は、他の人とは逆の品質面からビジネスを構築すると考えました。 ISO認定を取得できたので、それは私にとって本当にうまくいきました。私たちがISO認証を取得するサイズのショップの場合、誰もがISO認証を取得しているわけではなく、私たちのサイズの企業でISO認証を取得している企業はほとんどありません。これは、高公差の航空宇宙部品の加工に最適です。」
2004年までに、アラードは、シンカーマシンを持ち、電極を必要とする地域の金型メーカー向けにグラファイトを製造する機会を見出したため、再び高速機械加工技術を研究していました。彼は次のように回想しています。「それで、私はグラファイトの機械加工に適した機械を探していました。そのとき、DATRONがウェブ検索で私のレーダーに現れました。私はDATRONに行き、マシンを見て数字を実行しましたが、当時はそれができませんでした。タイミングがうまくいっただけで、ぴったりだと思いました。」

そのため、その間に、アラードは30,000RPMのスピンドルとBT30テーパーを備えたHaasVF-1とその高速加工パッケージを購入しました。彼は彼らが得ていた仕事は安定していたが理想的ではなかったと説明します。 「初期の頃、私たちは3/4インチのエンドミルでぶらぶらしていたこれらの大きなアルミニウム製のハウジングをすべて手に入れていました。何年もの間、それは私たちが得ていた種類の仕事ですが、私たちはそれをやって本当にたくさんのお金を稼いだことはありませんでした。」
しかし、彼の前の雇用主であるヒッチナー・マニュファクチャリングが彼が働いていた部門を閉鎖し、彼のために働いていた25人の従業員が他の会社に就職したとき、状況は急速に変わりました。アラード氏は、「彼ら全員が私の顧客になり、そのうちの1人がBAE Systemsに行き、彼が最初に私たちをそこに連れて行ったのです。」と述べました。
現在、BAE Systemsや、バージニア州ハーンドンにあるFibertekのような他の航空宇宙産業の顧客は、Rapid DTMのビジネスの95%を占めており、これは同社にとって非常に有益であることが証明されています。そのため、2016年に、Allardは、ニッチビジネスのみに焦点を絞るか、これらの小さな部品を業界が要求する厳密な仕様に合わせることにしました。 「私は自分たちが得意とすることに集中し、この他のもののいくつかを取り除きたかったのです。私は2つの大きな縦型マシニングセンター、大きなハースVF-5と大きな斗山を持っていました。これら2つのマシンを取り除き、小さなハースを補完し、この小さなニッチスタイルの作業に固執する別のマシンを手に入れましょうと言いました。 1マイルもぶら下がっているこれらの小さなカッターは、どこに巻き上げてある程度の精度を維持できる必要があるかを知っています。」
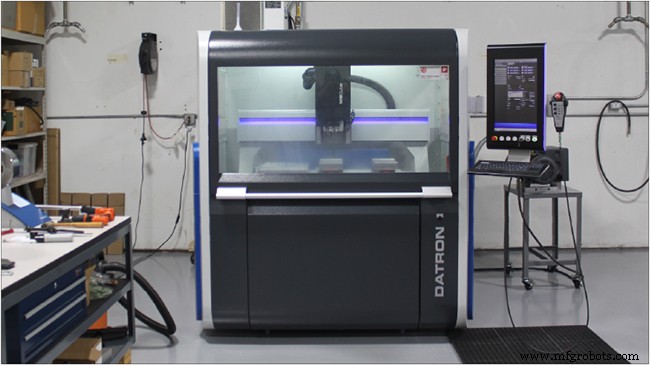
そこで、彼らはDATRON M8Cubeを購入し、計測能力を2倍にすることで計測ビジネスにも多額の投資を行いました。彼らのCMMに加えて、彼らは現在ビジョンシステムを持っており、彼らの仕事のいくつかはまっすぐな計測とCMMの仕事です。たとえば、DMG Moriは、自分のマシンで作成されたデモパーツをチェックし、他の機械工場のパーツも測定します。アラードは、CMMの専門知識で高い評価を得ており、CMM機器を購入した会社であるHexagonMetrologyのCMMトレーニングも行っています。ヘキサゴンの他の顧客の1つは大規模な機械工場であり、CMMを使用するようにトレーニングしているときに、非常に小さな工具を使用して鋼を切断する必要があるフライス盤の仕事に苦労していることを知りました。彼は彼らに、最大RPM 12,000で、彼らのフライス盤はその任務を果たせなかったと説明しました。彼が彼らに彼らの部分を製粉することができるDATRONを持っていると彼らに言ったとき、彼らは「DATRONとは何ですか?」と尋ねました。彼は、次のように説明しています。硬化します。」 その説明で、彼らはアラードが彼らのために仕事をすることを提案し、彼は彼らが彼ら自身のDATRONマシンを手に入れることを提案することで答えました。それは私が助けたくなかったということではありません。より多くのビジネスを探しています。現在12週間の予定で、忙しいです。私たちのDATRONマシンだけでも、月曜日から金曜日まで1日10時間、土曜日は5時間稼働しています。」
DATRONを、彼が実行している他のマシンと比較すると、Allardは次のように述べています。「明らかに、スピンドル速度の点では、ほとんどの人が出しているものよりも高速です。 Haasは15,000RPMを超えるものを提供しておらず、このサイズの他のマシンはDATRONが実行しているようなスピンドル速度を実行していません。その上、DATRONの精度は非常に優れています。ご存知のとおり、私はCMMですべてをチェックし、DATRONから出てきた部品の真円度をチェックするビデオを投稿しました。私たちは約4ミクロンです。」
アラードは、ジョブショップとプロトタイピングショップの間に大きな違いがあるとは感じていません。部品をプロトタイピングしているだけでも、将来的には短期間の生産ジョブになる可能性が高いからです。一例として、彼は2年前に5つのプロトタイプとして始まったBAEパーツを指摘し、この日、彼は35のアセンブリを実行しています。 「私たちはオリジナルのプロトタイプを作成したので、彼らの製造注文の時が来たとき、私たちはその仕事をする資格のある唯一の会社でした。その部分が何であるかという性質と、私たちがそれができることを証明したという事実のために、彼らはそれを他の誰にも与えたくありませんでした。それは奇妙なプロジェクトであり、少し変わったものであり、それが私たちの仕事のようなものです。このようなものは、複雑で、すべて3D作業であり、許容誤差が厳しく、数量が少なく、ほとんどの人が触れたくないものであるため、多くのショップで「見積もりなし」の山に入る可能性があります。それが私が好きなことです。」
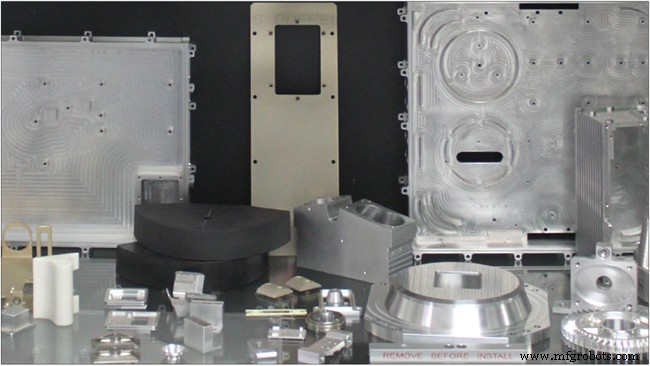
航空宇宙産業に重点を置いているため、Rapid DTMのDATRONマシンは通常、アルミニウムのフライス加工に使用されますが、Allardによれば、303ステンレス、17-4ステンレス、6AL-4Vチタン、G10、および多くのDelrinの加工にも使用されます。 BAE Systemsの場合、パーツはすべて多少異なりますが、いくつかの点で類似しています。1つは、MIC-6のこれらの小さなアルミニウムブロックであり、厚さが約5インチx3.5インチであるということです。 Rapid DTMは、かなり深い深さの小さな垂直スロットをフライス加工します。アラードは、次のように説明しています。 。 」数年前、彼らがこれらの部品の製造を開始したとき、ハースの機械オペレーターが1つのユニットを製造するのに約10時間かかりました。 CAMテクノロジーの進化により、本質的にはより多くのレストマシニングを実行できるようになり、ハースマシンでそのサイクルタイムを約5〜6時間にすることができました。
アラード氏は次のように述べています。「しかし、仕事をDATRONに移したとき、サイクルタイムは約2.5時間に短縮され、50%以上の改善が見られました。」
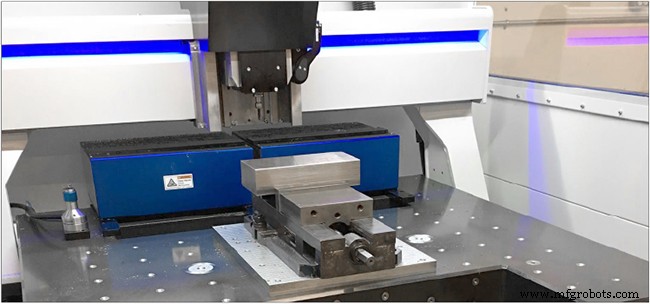
Rapid DTMのプロトタイピングと短期間の生産の場合、それらが生産する部品の多くはサイクルタイムが短いため、セットアップ時間を短縮することが重要です。アラードは次のように述べています。「私はすべてを少量実行しています。過去4日間のジョブでは、サイクルタイムは44秒なので、パーツを出し入れしています…これは私の好きな種類の仕事ではありません。 M8Cubeでのセットアップが迅速かつ簡単であるという事実は、大いに役立ちます。」 DATRON M8Cubeの加工エリアは、十分な40 "x 32"であり、バイス、空気圧クランプ、真空チャックなどの複数のセットアップが可能です。これにより、製造業者は変化するニーズに適応し、迅速に切り替える柔軟性を得ることができます。 Rapid DTMのマシンには、ベッドの前面に切り欠きがあり、特に長いまたは背の高いワークピースの端を垂直クランプで加工できます。

M8Cubeの広い作業領域について、Allard氏は次のように述べています。「数日おきに、DATRONで実行されるさまざまな仕事があり、それが私が行うことの性質です。これもプロトタイピングの課題の一部です。悪徳、真空チャックを設定する必要があります。 およびツール。 BAE SystemsのスタッフがM8Cubeを見てきたとき、彼らが最初に言及することの1つは、このサイズとこの重量のマシンでは、大量のXYトラベルがあるということです。」
Allardは、M8Cubeの精度と統合されたレニショープローブの品質にも非常に感銘を受けています。 「計測ビジネスの一環として、私はプロービングテクノロジーを永遠に使用してきました。また、ハースにはレニショープロービングもあります。しかし、私はデモンストレーションを行います 2つのシステムの動作の違いと、DATRONの利点のいくつかについて。 HaasのDATRONで行うことはすべて実行できますが、実行するにはいくつかの異なるマクロが必要になる場合があります。 DATRONを使用すると、プロービング用のメニューがはるかに大きくなります。 同じサイクルでできることは他にもたくさんあります。
たとえば、昨日は柔らかいあごを使っていました。つまり、2つの副顎を間に隙間を空けて設定します。それで、私は後ろの副顎の上部からZゼロを設定したかったのです。 Xゼロをその後ろの副顎の中心線に設定し、次にYゼロを2つの顎にまたがる外側に設定したかったのです。ハースの場合、私はそれを2つの異なるサイクルとして行う必要があります。 Web XとZを1サイクルとして実行できます。次に、スピンドルをY方向の中心線に移動してから、WebYサイクルを実行する必要があります。一方、メニューの設定方法であるDATRONを使用すると、XとYをオフセットしてZをプローブし、YをオフセットしてXをプローブできます。Haasの組み込みレニショーサイクルには、これらのオプションはありません。 。 DATRONプロービングのような柔軟性を提供するプロービングシステムは他にありません。」

CNCマシン