


初心者のためのCNCルーターマシンを使用するためのガイド
CNCルーターは、コンピューターを介してツールパスを制御するコンピューター数値制御装置です。木材、アルミニウム、石、プラスチック、複合材、発泡体など、さまざまな材料の機械加工に使用されます。 CNCルーターは3軸CNCビットを採用して部品を成形するためにストックから材料を取り除きます。 3軸は、CNCツールがX、Y、Z軸の3方向すべてに同時に移動できることを意味します。
初心者向けのCNCルーターマシンを使用するための基本的なスキルを学び始めましょう。

始める前にプラグインするコンポーネントがいくつかあります:
1.オン/オフをすばやくオンにして、壁の近くにあるルーターコントローラーボックスの電源を入れます。
2.次に、緑色のスタートボタンを押してリモコンを起動します。
3.ダストコレクターをオンにします–(ダストバッグを確認することを忘れないでください)。
4.白いボタンを押してバキュームテーブルを開始します。
ステップ2:エンドミル-イントロを選択
CNCルーターマシンでプロジェクトを実施する場合は、さまざまなブレードから選択できます。使用が制限されているCNCルータービットはエンドミルと呼ばれ、さまざまな形状とサイズを取ります。ここでは、エンドミルに関する簡単なクラッシュコースを紹介します。このコースを修了してから最初のCNCルーティングプロジェクトに着手するまでの間に、十分に理解していただければ幸いです。
1.フルートの数。
2.エンドミルの形状:フラットvs.ボールノーズvs.Vビット。
3.サイジング。
ステップ3:エンドミル-フルートを選択
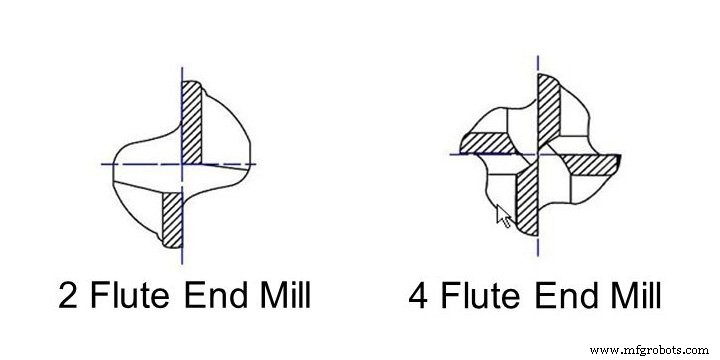
このステップに含まれている最初の画像を見て、表示されている2つのビットの違いに気付くことができるかどうかを確認してください。わからない場合は、右側のCNCビットには4つのエッジがありますが、左側のCNCビットには2つのエッジしかありません。これらのエッジはフルートと呼ばれ、CNCプロジェクトでそれぞれ独自の目的を果たします。それらの違いは何ですか? 4枚刃と2枚刃のエンドミルの違いを、木製のこぎりと弓のこの同様の違いとして説明したいと思います。ウッドソーは、弓のこよりも歯がはるかに少なくて大きいため、木のような柔らかい素材を切るのに理想的です。弓のこは細かい歯が密集しているため、金属管やその他の硬い材料を鋸で切るのに理想的です。プロジェクトに適したエンドミルを探すときは、硬い材料(アルミニウム、マホガニー、プラスチック、チークなど)には4枚刃のエンドミルが使用され、柔らかい材料には2枚刃のエンドミルが使用されることを覚えておいてください(つまり、MDF、合板、杉など)。
ステップ4:エンドミル-形状を選択
フルートの数の他に、エンドミルにはさまざまな形状があります。
フラット(別名エンドミル): シャフトの端の平らなプロファイルに注意してください。このフラットプロファイルにより、このエンドミルは、クリーンなプロファイルカットの切断、ポケットのルーティング、または穴あけに最適です。
ボールノーズ: フルートの端にある丸みを帯びた上部に注目してください。この形状により、このブレードは3Dサーフェシングのみに最適です。このタイプのブレードは、プロファイルの切断には適していません。
Vビット: ビットの先のとがった先端に注意してください。この形状により、この刃は彫刻に最適です。このCNCビットで言葉は特に簡単です。
ミステリービット: たぶん、「エンドミル」キャビネットで少し探していると、ここにリストされていない興味深いビットに出くわしました。あなたの仕事にとってどんなに面白くて完璧でも、CNCビットは見えるかもしれません。
ショップマネージャーまたはCNCルーターグルのいずれかを最初に相談せずに未分類のビットを使用しないでください
ステップ5:ブレードまたはエンドミルを変更する
あなたが近づいたときにあなたが望むエンドミルがすでにCNCマシンにあるなら。次に、次の手順で気密性を確認します。
1.リモコンをホルダーに入れ、このプロセスでスピンドルスタートボタンを押さないように注意してください。
2. CNCルーターテーブルから2つのレンチを取り出し、CNCルータースピンドルからコレットを慎重に緩めます。ナックルに注意してください。
3.最初にCNCビットを取り外し、次にコレットを取り外し、これらのアイテムを交換する前に、古いエンドミルをツールボックスに置きます。
4.シャンクのかなりの部分をつかむのに十分な高さで新しいエンドミルをコレットに配置します。適切に配置すると、新しいエンドミルはコレットの背面から突き出る可能性があります(必須ではありません)。小さいエンドミルの場合は、エンドミルをねじれの始点から約2mmまでコレットに押し込みます。
5.ナット/コレット/エンドミルをスピンドルに締め戻します。過度の力で締めすぎないでください。
ステップ6:テーブルにワークピースを設定する
•プレートを切断する場合は、4つの真空ゾーン(MDFの下)すべてをチェックして、ゾーンの端の周りにゴムストリップを配置する場合は、真空の強度、強度を確認することが重要です。真空度によって、実際にどの程度の空気圧が作用するかが決まります。
真空が少ない圧力が少ない。
•スメールプレートを使用していて、それが真空ゾーン全体を満たしていない場合は、プラスチックプラグを使用し、スリットに短いゴムストリップを配置して絞り込みますか。
•次に、mdfプレートを真空テーブルに戻します。これで、独自のプレートを上部に配置し、使用する真空ゾーンへの希望を選択し、白いボタンを押して真空をアクティブにする準備が整いました。
>ステップ7:X軸とY軸を設定する
ここで、各軸をゼロに設定する必要があるため、CNCルータービットのみが切断されます。 CNCルータービットの先端は、左後ろの材料の表面上に配置する必要があります。新しいゼロに満足したら、[XY =0]と[OK]
を押します。ステップ8:Z軸を設定する
Z軸を設定する方法は2つあります。
紙の方法
正常なA4用紙を見つけて、パーツとCNCルータービットの間に置き、Zを慎重に用紙に下ろします。上から5mmの位置で、[〜]を押してステッパーの動きに移動すると、安全に移動できます。紙の間を移動するときに、先端が紙の表面にちょうど触れるように近づけます。次に、[Shift] + [XY =0]と[OK]を押すと、ゼロは表面上で正確に0.100mmになります。
ツールセンサーメソッド
切り込みを入れる部分の上部にあるミルビットの下にツールセンサーを置き、ビットの先端を下に下げます。これにより、8〜10mmのセンサープレートが打ち切られ、[Shift] + [〜]を押すとツールが自動的に作動します。下に移動して、ゼロ点を設定します。
*重要
フライス盤操作間でビットを変更する場合は、zゼロ座標をリセットする必要があります。 X、Y座標をリセットしないでください。
ステップ9:CNCルーターマシンのファイルをロードする
これで、CNCルーターソフトウェアのCNCカッティングファイルでフラッシュドライブを使用して、ファイルをCNCコントローラーボックスにロードする準備が整いました。
手順:
•フラッシュドライブをリーダーに挿入します。
•USBメッセージの読み取りを待ちます。
•[OK]を押します。
•▲▼◄►usbライブラリをスクロールしてファイルを検索します。
•[OK]を押してアップロードし、[1]を押して確認します。
•耳の保護具とグーグルを装着します。
•これで、開始[►]を押すことができます。
ステップ10:CNCルーターマシンの安全ガイド
•常に目と耳の保護具を着用してください。ショップではゴーグルと耳栓の両方を提供します。
•テーブルを清潔に保ち、工具や緩い材料がないようにします。
•ルータを無人で実行したままにしないでください。離れる必要がある場合は、誰かに見てもらうか、仕事を一時停止してください。
•CNCマシンの実行中は、テーブルに寄りかかったり、手や足を置いたりしないでください。
•CNCマシンの実行中に、材料の調整や再配置を試みないでください。
•CNCマシンの動作中は、集塵機または掃除機を使用してください。
CNCマシン