


CNC プロトタイプのコストを最適化するための 3 つのヒント
CNC プロトタイプを注文する場合、最初に考慮するのはコストです。 CNC 機械加工サービスのコストを削減するにはどうすればよいですか?この記事は、3 つのヒントに従うことで生産効率を向上させ、コストを削減できるため、デザイナーが最も関心を持っているトピックだと思います。
CNC 分割加工の複雑な部品
CNC プロトタイプが機械的テストに十分な強度を備えている必要がある場合は、一体で機械加工することをお勧めします。部品が設計検証または外観検証に使用される場合、コストの観点から、CNC 分割加工複雑部品を検討することをお勧めします。
特に複雑な構造の部品の場合、同一平面で処理することはできません。 CNC Split Machining ソリューションを使用すると、5 軸補助加工を省略したり、何度も位置決めおよびクランプ用の治具を作成したりすることなく、部品をさまざまなサイズの複数のピースに分割して加工できます。これらの省略されたプロセスは、すべて処理コストの節約になります。 CNC 分割加工ソリューションを採用すると、プロセスを効果的に最適化し、処理時間を短縮できます。
最適化コスト:
複雑な構造のプラスチック部品、特にシェル部品は、サイズが大きく、多次元構造になっています。 CNCスプリットマシニングソリューション加工が採用できます。部品をいくつかの部品に分割して、別々に処理してから接着することができます。接着剤がくっつかないのではないかと心配しているかもしれません。 Wayken はこの分野で豊富な経験を持ち、特別な接着方式を使用して部品を強化していますのでご安心ください。
複雑な金属部品、特に複雑な内部構造と内部ねじ山を持つ部品も分解できます。溶接やねじ込みができるので、安価になります。
事例研究 1
以下は、CNC 分割加工ソリューションの例です。
プロセス:CNC 分割加工後、接着
素材:ABS
後処理:ペイント
CNC 分割の概略図:黄色の表面と緑色の表面の 3 つの部分に分割します。
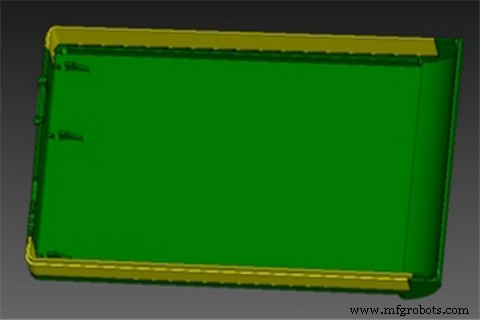
お客様の声:ご提案ありがとうございました。予算も抑えられました。また、この部分の塗装の仕上がりも良く、のり跡もありません。私たちのチームはこのプロジェクトに非常に満足しています.
内部フィレット

製造工程をよく見ると、切削工具は大小を問わずすべて円筒形で、一定の直径を持っています。これは、CNC 加工部品の内角を半径にすることができないことを意味します。組み立てを確実にするために、部品の角に丸みをつけてはいけないとしたら?もちろん、プラスチック部品は通常手作業でコーナーをクリアして丸みを付けず、金属部品は EDM 加工で丸みを付けないこともできます。
ただし、これらの 2 つの手順はコストを増加させるため、条件が許せばパーツの内側の角の半径を大きくして、処理に大きなツールを適用して処理時間を短縮することをお勧めします。
最適化コスト:
カッターの変更を避けるために、内刃の内側半径をできるだけ大きく、半径をできるだけ均一に設定します。工具交換の回数を減らすことで、精度を向上させることができます。コーナーのカット部分は、カーブを曲がる自転車に似ていると考えることができます。カーブが大きいほど曲がりやすくなりますが、比較的フラットな速度も得られます。カッター加工の工程も同じで、内側の角を大きな半径に設計できれば、カッターの動作にある程度のスペースができ、ブレにくくなります。
内径が大きいほど、カッターの直径が大きくなり、単一の加工パスでより多くの材料を切断できるようになり、処理効率が向上します。
ケーススタディ 2
以下は、カッター半径よりも大きい部分半径の例です。
プロセス:CNC 加工
材質:アルミニウム 6061-T6
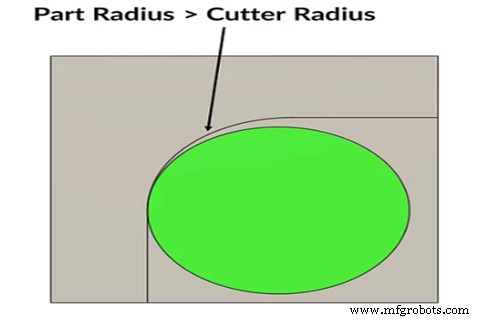
顧客のコメント:部品の半径を大きくしても問題ありません。加工が容易になります。組み立て問題なし。続行してください。
適切な肉厚

適度な肉厚設計も重要です。肉厚が薄すぎると、パーツのエッジが破損したり変形したりする可能性があるからです。低速で小さな切削工具を使用しても、外力による工具の振動の影響を避けることはできません。したがって、適切な肉厚は処理に役立ちます。
最適化コスト:
肉厚の合理的な設計、金属部品の推奨肉厚は 0.8 mm 以上、プラスチックの局所小面積は 0.5 mm 以上です。もちろん、特定の構造は特定の分析でなければならず、これは一般的な原則ではありません。
ただし、ねじ穴部の肉厚やねじ穴部周囲の肉厚など、一部の機能構造領域では、ねじ穴部の肉厚を極力厚くする必要があるため、止めねじが必要なため注意が必要です。圧送加工が施され、材料の厚さが薄すぎると、ねじ穴が壊れる可能性があります。タッピングが必要なため、真鍮の挿入穴も材料の厚さの分布に注意する必要があります。
事例研究 3
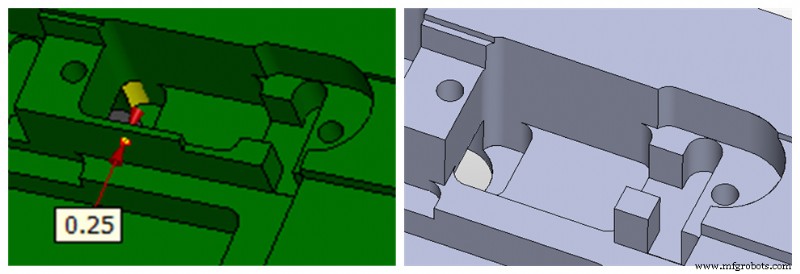
以下は肉厚設計の例です。
プロセス:CNC 加工
素材:アルミニウム 6061
仕上げ:マシンとして
お客様のコメント:PCS のサイズが固定されているため、この位置には PCB を取り付ける必要があります。この位置の壁の厚さは薄くすることしかできず、厚くすることはできません。 0.25mm の壁の厚さがブレーキの問題を引き起こします。問題ありません。この構造を削除できます。アセンブリ コンポーネントに干渉しないでください。右の図のように変更されたファイルを確認してください。
まとめ
プロトタイプまたは少量生産を開始する前に、上記の 3 つのヒントを確認して、インスピレーションを得ることができます。この記事がお役に立てば幸いです。また、プロジェクトの予算を削減する方法をご理解いただければ幸いです。詳しく知りたい方はウェイケンまでお気軽にお問い合わせください。
CNCマシン