


Sinumerik CYCLE86 ボア 2
Sinumerik CYCLE86 ボア 2
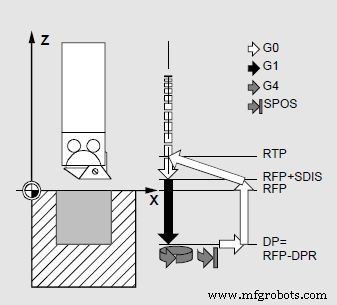
CYCLE86 の「ボア 2」サイクルでは、穴あけ深さに到達すると、向きを合わせた主軸停止が実行されます。その後、ツールは早送りでプログラムされた戻り位置まで移動し、そこから戻り平面まで移動します。
CYCLE86 サイクルは、穴あけ用に指定されたスピンドルが技術的に位置制御スピンドル モードで動作できる場合にのみ使用できます。
プログラミング
CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS)
パラメータ
| パラメータ | 説明 |
|---|---|
| RTP | 復路(絶対) |
| RFP | 基準面 (絶対) |
| SDIS | 安全距離 (サインなしで入る) |
| DP | 最終穴あけ深さ/長穴深さ/スロット深さ/ポケット深さ (絶対) |
| DPR | 基準面に対する最終穴あけ深さ/長穴深さ/スロット深さ/ポケット深さ (符号なしで入力) |
| DTB | 最終穴あけ深さでの滞留時間 (切りくず処理) |
| SDIR | 回転方向 値:3 (M3 の場合) 4 (M4 の場合) |
| RPA | アクティブな平面の横座標のリターン パス (記号でインクリメンタルに入力) |
| RPO | アクティブな平面の縦座標のリターン パス (符号を使用してインクリメンタルに入力) |
| RPAP | applicate で平面を返します (記号でインクリメンタルに入力します) |
| POSS | サイクル内の方向付けられた主軸停止の主軸位置 (度単位) |
CNCマシン
- Sinumerik 840D システム変数の命名のヒント
- SINUMERIK Operate – ユーザーガイド
- Sinumerik 840D CNC プログラミング
- Sinumerik 840D オペレータ パネルの紹介
- CNC リファレンス ポイント リターン
- PC で SINUMERIK 808D を無料ダウンロード
- Siemens Sinumerik 808D マニュアル
- G28 リファレンス ポイント リターン – CNC 旋盤
- Sinumerik 802D sl ねじ切り CYCLE97 の例
- Siemens Sinumerik RET コマンドとは
- Sinumerik REPOSition モードとは