


ホース アセンブリのサイズにはどのような寸法が必要ですか?
油圧ホース アセンブリでは、正しいサイズ (ID (内径)、OD (外径)、および長さ) を確保するために、いくつかの測定値を検討する必要があります。
内径は、ホースの口径であり、流体が特定の長さにわたって移動する必要があるオリフィスのサイズです。ホースの外径は、ホースがどこに収まるか、ホースの強度など、さまざまなことに重要です。非常に強力な高圧ホースは、その ID に対する比率としてより大きな厚さを持つ傾向があります。そしてもちろん、長さは、ID を考慮して、処理できる流量の種類を決定するのに役立ちます。明らかに、小さいホースは、大きい直径のホースよりも圧力損失が高くなるか、全体の長さが長くなります。
ホースは、圧力降下をできるだけ少なくして流れを処理できるように適切なサイズにする必要があります。これは、圧力降下が導管を通って流体を移動させようとするだけで無駄になるためです。圧力降下の総量は、効率のためだけでなく、原動機に投入するすべてのエネルギーを最終的にアクチュエータの 1 つで有効な仕事をさせるために、モーターであろうとなかろうと、可能な限り最小限に抑える必要があります。
間違った長さを指定することはよくある間違いです。短すぎるホースは絶対に使用できません。長すぎるとフィットしないか、壊れます。長すぎると、たるみが大きくなる可能性があります。たるみのあるホースは、機械の周りを動きすぎて擦れたり、ほつれたり、壊滅的な障害を引き起こしたりする可能性があります。これらの長いホースもたるみ、圧着とホースの境界面に力が発生します。これにより、時間の経過とともに摩耗や漏れが発生する可能性があります。
さらに、ホースが垂れ下がったり垂れ下がったりすると、何かに引っかかったり、つまずいたりする危険があります。ホースがわずかに長すぎる場合 (たとえば 1 インチ)、ボルトで固定して安全を確保できます。
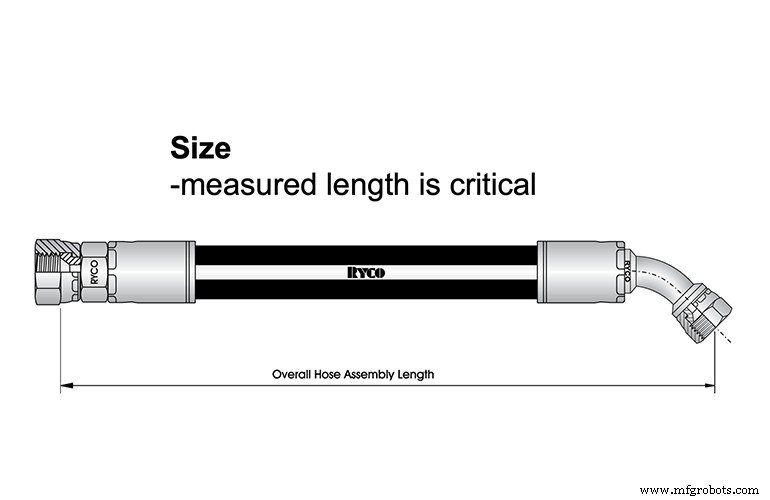
全長は、すべてのコンポーネントの先端から先端までではありません。本当に重要なのは、アセンブリのフィッティング間の境界点を測定することです。たとえば、スイベル JIC を使用している場合、ナットの端まで測定するのではなく、シートが JIC インターフェースの面に取り付けられている場所まで測定します。図 1 の例では、オスのフィッティングを測定しています。オスの JIC を備えたホースまたはチューブを使用している場合は、そのオスのインターフェイス ポイントまで測定する必要があります。これにより、ホースの長さが正確になります。
この手順は、45° やベンド フィッティングのようなものがある場合は少し難しくなります。これらの場合、角度の付いたインターフェースがホース全体の長さのさまざまなポイントを横切るため、フィッティングの中心で測定する必要があります。そのため、中間点は明らかに、その期間にわたってホースが拡張する平均の長さです.
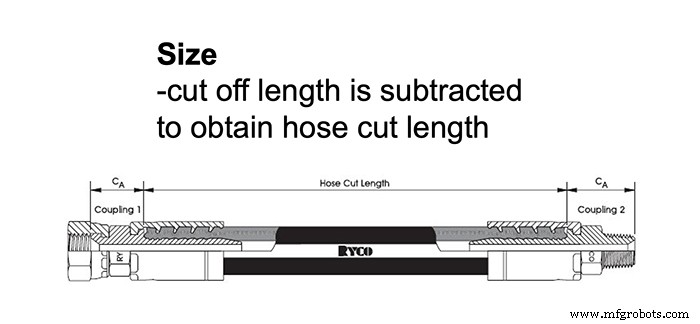
ホース アセンブリを作成するときは、図 2 に示すように、カットオフの長さを考慮する必要があります。このホース アセンブリを見ると、ホースのカット長がわかります。左側のカップリングには、ホースのカットオフ長さである CA 寸法があります。つまり、ホース全体の長さを決定したら、実際に測定した長さからフィッティング自体が占めるスペースの量を差し引く必要があるため、ホースのメス部分に行くことがわかります。
カップリング番号 2 はオス NPT です。メス フィッティングがインターフェースのポイントになるのに対し、オス フィッティングの先端まで測定しているため、カットオフ長は先端まで続きます。ただし、全長のこれら 2 つの寸法を差し引く必要があります。結合ごとにそれらが同じであると仮定することはできず、平均化することもできないことに注意してください。実際には、ホースとフィッティングのサプライヤーのカタログ情報に基づいて、それが何であるかを知る必要があります.
これにより、全長からそれを差し引くことができます。片側が 1 インチ、反対側が 1 ¼ インチであると言えます。したがって、実際のホースの全長を得るには、カットオフ長から 2 ¼ インチを差し引く必要があります。 .
ホース アセンブリのサイジングとは、アプリケーションを測定してホースを長さに切断することだけを意味するわけではないことを覚えておいてください。圧力損失とフィッティング サイズを考慮することも重要です。
産業機器