


消火栓
背景
消火栓は、火災と戦う目的で給水へのアクセスを提供する地上接続です。給水は、通りに埋められた水道本管に接続された消火栓の場合のように加圧されるか、近くの池や貯水槽に接続された消火栓の場合のように非加圧になります。すべての消火栓には、消火ホースを接続できる1つまたは複数の出口があります。給水が加圧されている場合、消火栓には、水の流れを調整するための1つまたは複数のバルブもあります。消火栓に十分な水を供給するために、消火栓は毎分約250ガロン(毎分945リットル)の最小流量を提供するサイズになっていますが、ほとんどの消火栓はそれ以上の水を供給できます。
地下水システムの出現で開発された消火栓の必要性。それ以前は、簡単にアクセスできる公共の井戸や池から水を入手していました。 1600年代、イギリスのロンドンでは、くり抜かれた丸太をパイプとして使用して地下水システムの設置を開始しました。火事があったとき、消防士は通りを掘り起こし、木製のパイプに穴を開けなければなりませんでした。その後、消防士が水を手に入れやすくするために、ログパイプに沿って一定の間隔で事前に開けられた穴に木製のプラグが挿入されました。これにより、消火栓という用語が生まれました。これは、消火栓を指すために使用されることもあります。
都市が成長するにつれて、その水システムも成長しました。より大きなシステムは圧力の増加を意味し、腐った木の丸太の代わりに鋳鉄管が敷設されました。フィラデルフィアの新しい給水システムが1801年に運用を開始したとき、63の家屋といくつかの醸造所にサービスを提供しただけでなく、防火用の37の地上給水栓も備えていました。ニューヨーク市で最初の消火栓は、消防士であったジョージ・スミスによって1817年に設置されました。彼はそれをフランクフォート通りの自分の家の前に賢く配置しました。
1906年にサンフランシスコを壊滅させた地震と火災の後、市は現在も使用されている大規模な緊急用水システムを設置しました。標準圧力の水道本管に接続された7,500以上の消火栓に加えて、このシステムには、市内全体に約1,400の高圧消火栓を供給するために丘に配置された貯水池と2つのタンクが含まれています。サンフランシスコ湾から水を汲み上げるための2つの塩水ポンプ場と、市内の消防艇が消火栓システムにポンプで送れるようにするためのウォーターフロントに沿った5つの追加接続もあります。最終的な防衛線として、この都市には、加圧されていない消火栓に接続された150を超える地下貯水槽があります。消火栓は、剛性のある吸引ホースをこれらの消火栓に接続し、真空を作り出すことによって貯水槽から水を引き出すことができます。
今日、ある地域の消火栓のサイズと場所は、防火の程度だけでなく、火災保険料にも影響を及ぼします。多くの都市部では、最初の火花と数百万ドルの火災損失の間にあるのは、低火災のプラグだけです。
消火栓の種類
加圧消火栓には、ウェットバレルとドライバレルの2種類があります。ウェットバレル設計では、消火栓は加圧水源に直接接続されます。消火栓の上部、つまりバレルは常に水で満たされ、各出口にはバレルの側面から突き出たステム付きの独自のバルブがあります。ドライバレル設計では、地下の消火栓の下部にあるメインバルブによって、消火栓が加圧水源から分離されます。上部セクションは、給水栓の上部またはボンネットを通って上に伸びる長いステムによってメインバルブが開くまで乾燥したままです。出口にはバルブがありません。ドライバレル消火栓は通常、冬の気温が0°C(32°F)を下回る場合に使用され、消火栓の凍結を防ぎます。
加圧されていない消火栓は常にドライバレル設計です。消防ポンプが真空を適用するまで、上部は水で満たされません。
原材料
消火栓バレルは通常、鋳鉄またはダクタイル鋳鉄で成形されます。一部の鉄製ウェットバレル消火栓は、腐食を防ぐために内面にエポキシコーティングが施されています。他のウェットバレル消火栓はブロンズで成形されています。消火栓ボンネットは通常、バレルと同じ材料で作られています。ドライバレル消火栓設計のバルブステムはスチール製です。ウェットバレル消火栓のバルブステムは通常、シリコンブロンズで作られています。
消火栓の出口は青銅で成形されています。バレルが鋳造またはダクタイル鋳鉄の場合、ブロンズの出口はバレルにねじ込まれます。バレルがブロンズの場合、アウトレットはバレルの一部として鋳造されます。コンセントキャップは、ブロンズ、鋳鉄、またはプラスチックの場合があります。
バルブシート、シール、ガスケットは、スチレンブタジエン、クロロプレン、ウレタン、ブタジエンアクリロニトリルなどのさまざまな合成ゴムで作られています。留め具は、亜鉛メッキ鋼またはステンレス鋼の場合があります。
消火栓は、出荷前にプライマー塗料が塗られています。消火栓を取り付けると、外面はエクステリアグレードの塗料でコーティングされます。
デザイン
米国における加圧消火栓の基本的な設計と構造は、米国水道協会(AWWA)によって定義されています。この協会は、消火栓のサイズ、操作圧力、出口の数、およびその他の要件の一般的な基準を設定しています。加圧されていない消火栓は、共通性を維持するために都市または消防署内の加圧された消火栓と同じ設計である場合もあれば、バルブのない単純なキャップ付きパイプ設計である場合もあります。
消火栓の本体はバレルまたは上部スタンドパイプと呼ばれます。単一の部品で構成されている場合もあれば、2つの部品で構成されている場合もあります。 2つになっている場合、出口のある上部をヘッド、下部をスプールと呼びます。この用語は正確ではなく、メーカーごと、および都市ごとに異なります。
消火栓の出口には通常、消火ホースのカップリングとかみ合うオスの国家標準ねじ(NST)があります。ホースノズルまたは接続と呼ばれることもある小さな出口は、2.5インチのNSTです。スチーマーノズルまたは接続と呼ばれることもある、より大きなアウトレットは、4インチまたは4.5インチのNSTです。アウトレットキャップは、短いチェーンでハイドラント本体に固定されています。ホース接続とスチーマー接続という用語は、1800年代にさかのぼります。現代の消防車が登場する前は、単一のホースラインを加圧消火栓の小さな出口に直接接続することで、軽微な火災が発生することがよくありました。火災が大きかった場合は、スチーマーと呼ばれる蒸気動力のポンプが、より大きな消火栓の出口から水を取り出し、いくつかのホースラインにポンプで送りました。
消火栓バルブは、金属製のステムを回転させることによって作動します。消火栓の外側から突き出ている各ステムの部分は五角形であり、操作ナットと呼ばれます。この5面ナットは、回すために特別なレンチが必要であり、不正使用を防ぐのに役立ちます。一部の消火栓では、操作ナットはステム上を滑る別の部品です。これにより、使用中に摩耗した場合にナットを交換できます。
一部のドライバレル消火栓には、消火栓が車両に衝突した場合に簡単に修理できるようにする分離機能が含まれています。この設計には、地面近くの消火栓のバレルにあるブレーカーリングと、消火栓内部のバルブステムにある壊れやすいカップリングが含まれています。打たれると、地下の配管やバルブを乱すことなく、上部のバレルとステムがパチンとはまりません。
すべての消火栓の基本的な構成要素は似ていますが、消火栓の形状は似ています 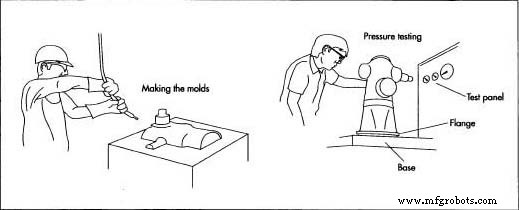 消火栓は、金属鋳造のプロセスによって作られます。製造後、各消火栓は水で満たされ、漏れがないかチェックするために定格圧力の2倍に加圧されます。 メーカーによって異なります。一部の消火栓は、ドーム型のボンネットを備えた古典的な丸いボディを備えています。他のものは正方形または六角形の本体を持っています。都市再開発が行われている一部の地域には、低くモダンな外観の消火栓があります。
消火栓は、金属鋳造のプロセスによって作られます。製造後、各消火栓は水で満たされ、漏れがないかチェックするために定格圧力の2倍に加圧されます。 メーカーによって異なります。一部の消火栓は、ドーム型のボンネットを備えた古典的な丸いボディを備えています。他のものは正方形または六角形の本体を持っています。都市再開発が行われている一部の地域には、低くモダンな外観の消火栓があります。
製造
プロセス
消火栓の製造は主に金属鋳造プロセスであり、ほとんどの消火栓会社は、さまざまな都市水道部品の製造を専門とする金属鋳造所です。
ウェットバレル消火栓を製造するための典型的な一連の操作を次に示します。
型の形成
- 1型の外面は、パターンと呼ばれる部分で形成されます。消火栓のパターンを作成するために、消火栓の外形がコンピューター上で3次元で生成されます。このデータは、レーザービームを使用して液体プラスチックを消火栓の形状に硬化させるステレオリソグラフィーマシンに送られます。この硬化したプラスチック片は、硬質ポリウレタンから左右のパターンの半分の複数のコピーを作成するために使用されます。
- 2型の内面は、コアと呼ばれる部品で形成されています。消火栓のコアを作成するには、消火栓の内部形状をアルミニウムまたは鋳鉄のブロックの2つの半分に機械加工して、空洞を形成します。 2つの半分は一緒にクランプされ、空洞は砂とプラスチックポリマーの混合物で満たされます。アルミニウムまたは鋳鉄のブロックを穏やかに加熱すると、ポリマーが砂を硬化させてコアを形成します。次に、ブロックが開かれ、コアが削除されます。このプロセスを繰り返して、複数のコアを作成します。
バレルの鋳造
- 3消火栓の生産を開始する準備が整うと、パターンとコアが金型製造機に運ばれます。砂で満たされた型の半分に左右の模様を押し込み、消火栓の外面の形をした印象を与えます。鋳物砂は、崩れることなく形を保つ特殊な混合物です。次に、硬化した砂のコアを慎重に横に置き、短いスペーサーで保持して、コアと型の半分の1つの印象の間に空洞を形成します。型の残りの半分はコアの上に配置され、型は一緒にクランプされます。このプロセスは、各消火栓に対して繰り返されます。
- 4溶融金属は、ゲートと呼ばれる入口通路から各金型に注がれます。ライザーと呼ばれる反対側の出口から金属が上昇し始めるまで、注入が続きます。溶融金属が硬化すると、コアサンドでポリマーが調理されます。これにより、ポリマーの温度が初期設定点をはるかに超えて上昇し、ポリマーが分解して砂が再び緩むようになります。
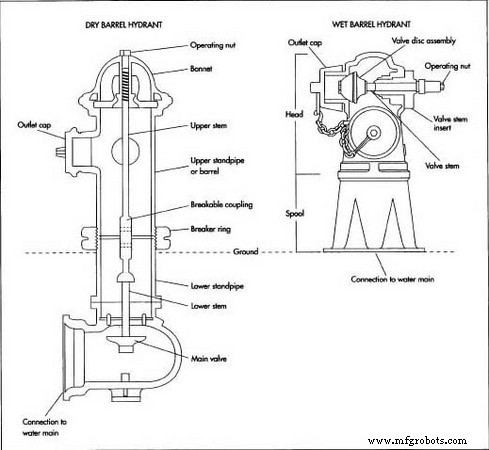 ドライバレルとウェットバレルの消火栓の側面図。
ドライバレルとウェットバレルの消火栓の側面図。 - 5鋳物が完全に硬化した後、型を分割し、コアサンドを捨てます。鋳造物は、小さな金属ペレットで満たされた水平シリンダーに入れられ、鋳造物に付着した可能性のある金属または成形砂の小さな断片を取り除くために転がされます。
- 6キャストゲートとライザーは、研磨カットオフソーで切断され、炉に戻されます。鋳造バレルは、手持ち式のパワーグラインダーで研磨され、粗い表面を取り除きます。
- 7消火栓にツーピースバレルがある場合、/ヘッドとスプールは別々に鋳造、研磨、仕上げされます。消火栓が鋳鉄またはダクタイル鋳鉄でできている場合、出口は鋳造され、粉砕され、青銅で別々に仕上げられます。
バレルとバルブの機械加工
- 8消火栓全体を旋盤で縦方向に固定し、下部フランジの面に浅い同心溝を切り込みます。これにより、消火栓が取り付けられたときにフランジがガスケットに対してシールされます。フランジボルト穴は、この時点でドリルで開けるか、出荷直前にドリルで開けることができます。
- 9バレルがツーピース設計の場合、ヘッドの下部には内側にNational Pipe Taper(NPT)ネジがカットされ、スプールの上部には外側にNPTネジがカットされて2つが可能になります。結合するピース。ヘッドは、NPTネジの領域の片側にドリルで穴を開けてタップし、ロッキングセットネジを保持します。
- 10消火栓(またはツーピース設計の場合はヘッド)は、大きな出口の中心線に沿って旋盤で交差して再配置されます。固定具と呼ばれる回転部品は、消火栓を所定の位置に固定し、消火栓が回転するときに釣り合いを取ります。旋盤は、バルブディスクの滑らかな着座面を提供するために、出口開口部の周りのバレルの内面を斜角にします。バルブステムインサートの開口部にはドリルで穴を開け、ネジを切っています。最後に、アウトレットまたはアウトレット開口部にネジが切られます。このプロセスは、各アウトレットに対して繰り返されます。
- 11バルブステム、バルブステムインサート、およびバルブディスクホルダーは機械加工され、別々にねじ切りされています。
消火栓の組み立て
- 12上部バルブから始めて、Oringシールをバルブステムの上に配置し、ステムをステムインサートにねじ込みます。ステムの内側の端をステムインサートの開口部に押し込み、ディスクホルダー、ラバーディスク、およびロッキングナットをバレルの内側に到達させ、ステムにねじ込み、固定ネジで所定の位置にロックします。次に、ステムインサートをバレルにねじ込み、交換可能な操作ナットをステムの外側の端に滑り込ませ、ナットで所定の位置に保持します。このプロセスは、バルブごとに繰り返されます。
- 13バレルがツーピース設計の場合、オーリングをスプールのネジ部分に滑り込ませ、組み立てられたヘッドをネジで留めてオーリングをシールします。ネジ山は固定ネジで固定されています。
消火栓のテスト
- 14 AWWA規格では、青銅製の消火栓の定格は150 psi(1,034 kPa)であり、ダクタイル鋳鉄製の消火栓の定格は250 psi(1,723 kPa)である必要があります。各消火栓は水で満たされ、漏れをチェックするために定格圧力の2倍に加圧されます。
出荷の準備
- 15消火栓の圧力テスト後、コンセントキャップとチェーンを取り付け、プラスチック製のプロテクターを下部フランジにかぶせ、消火栓バレルの外側にプライマーペイントを塗布します。
品質管理
入ってくるすべての材料は、必要な仕様を満たしていることを確認するために検査されます。これには、鋳物の製造に使用される原材料の分光分析が含まれます。鋳物砂の含水率は鋳造プロセスにとって重要であり、鋳造を実行するたびにチェックされます。一連の鋳物が機械加工されると、残りの鋳物が機械加工される前に、最初の部品が適切な寸法であるかどうかがチェックされます。
未来
近い将来、消火栓が都市景観から消える可能性はほとんどありません。水は依然として最も費用効果の高い消火栓であり、消火栓は依然として最も費用効果の高い方法であり、すぐに水を供給できます。どちらかといえば、消火栓は、消防署と納税者が同様に戦略的に配置された大容量の消火栓が火災保険料を大幅に削減できることを認識しているため、重要性を増します。
製造プロセス