


GD&T 対称性とは
対称性とは?
GD&T 対称性は、パーツ フィーチャがデータム平面に対して対称であることを保証する 3D 公差です。寸法は中心平面を定義し、その周りに公差域を作成します。この公差は同心度に似ており、対称公差の検証も時間がかかり困難です。通常、対称公差ではなく、位置、平行度、または真直度を使用することをお勧めします。
GD&T 対称寸法は、データム平面の両側にある任意の 2 つの対応する点間の距離をチェックし、それらの中点を計算することにより、対称制御を保証します。これらの中点は、データム平面の近くで、フィーチャー制御フレームで指定された対称公差ゾーン内に配置する必要があります。
対称許容ゾーン
中央データム平面と同じ側にある平行平面。対称面の中点はすべてこの領域内にある必要があります。
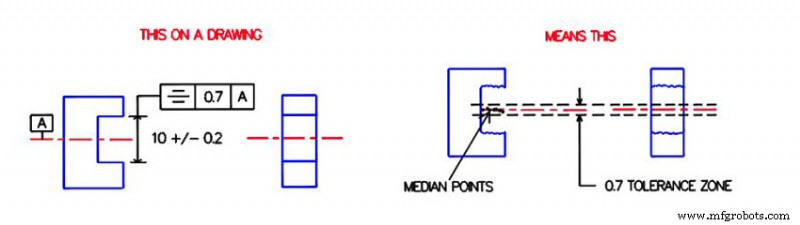
対称公差の例を以下に示します。上の図は、ノッチに適用された対称記号を示しています。枠付き記号は、「これらの相対面の中点は、0.7 の公差範囲内でデータム軸 a に関して対称でなければならない」と理解できます。次の図は、この要件を満たすセクションの例を示しています。中点は、データム軸 A を中心に 0.7 離れて等間隔に配置された 2 つの平面の間にある必要があります。正中面上のすべての点は、承認されるために公差ゾーンの 2 つの平面間の体積内にある必要があります。
対称性とその他の吹き出し
対称性と真の位置
対称性と真の位置の両方を使用して、パーツ フィーチャの理想的な位置を定義できます。場合によっては、それらを同じ意味で使用することさえできます。ただし、対称性と比較すると、実際の位置の使用ははるかに広範です。対称性でできることはすべてできますが、その逆は当てはまりません.
真の位置注釈は、一般的な広い公差ゾーンと円形領域を確立できます。これにより、制御できる機能の範囲が広がります。追加の公差は、対称性ではなく真の位置に対して許可されます。対称では、データム フィーチャのオフセットと投影公差ゾーンも許可されません。どちらも実際の位置で可能です。
もう 1 つの違いは、実際の位置は、フィーチャ サイズ (RF) に対して、または最小/最大材料条件 (LMC / MMC) で呼び出すことができることです。対称性は常に RF に適用されます。
対称性と同心性
同心度寸法は円筒面の同心度を制御しますが、対称制御は通常、非円筒面に使用されます。同心性を対称性の円形バージョンと呼ぶ人もいます。 ASME Y14。 5m-1994、5.14 は次のように述べています。
GD&T 対称性は、参照航空機を開発することによって 2 つのオプションのポイントを制御します。一方、同心度画像は、中心基準軸を設定することで同心度をチェックします。次に、真の円筒断面の中心を徐々に拡大し、それらが大きなデータム軸に近い円筒公差ゾーン内にあるかどうかを調べます。同心性は、中央面ではなく正確な中心軸を導き出します。
対称性の測定方法
すべての GD&T 寸法において、対称性は測定がより困難な寸法の 1 つです。公差域内になければならない中点は派生フィーチャーであり、測定する既成の実際の表面はありません。対称シンボルは、これらの中点と対称制御下のフィーチャを計算する必要があります。この計算には多くの時間と熟練したオペレーターが必要です。
対称性公差を測定するには、主に 2 つの方法があります。
キャリパーまたはマイクロメーターを使用してください
三次元測定機の使用
キャリパーまたはマイクロメーターを使用
対称性がより単純な場合には、マイクロメーターまたはノギスを使用できます。ただし、オペレーターのスキルと機器のエラーがそのような測定の精度に影響を与えるため、これは一般的に推奨されません。
さまざまな形状や位置測定に、さまざまな計測器の設計を使用できます。寸法を効果的に測定できますが、フォームを検証するときはそれほど正確ではない場合があります。もう 1 つの欠点は、この方法では測定値を手動で記録する必要があることです。
座標測定機の使用
これは、対称性を測定する最も一般的な方法です。三次元測定機 (CMM) は、スタイラスを相対点でタッチするだけで、すべての中点を描くことができます。キャリパーやマイクロメーターと比較して、この方法は比較的高い精度を提供します。
最初に、理論上の中心面を確立するために CMM をセットアップします。次に、CMM プローブを使用して対称性の両側を測定し、中点の位置を計算します。フィーチャーの長さに沿ったすべての中点の位置がデータム平面と比較されます。検査官は、中点がデータム平面の公差限界を超えない限り、部品を承認します。
CMM は測定結果を記録します。この方法では必要な演算子は少なくなりますが、正確な結果を得るにはまだ比較的複雑です。
最終メモ:
特定の機能要件と測定の難しさから、ほとんどの場合、対称性は避ける必要があります。平面度、平行度、および真の位置により、より多くの寸法と測定が必要になりますが、パーツ上でまったく同じ拘束を見つけることができます。ただし、ゲージを使用して実際の位置を測定することができ (MMC を使用する場合)、平面度は寸法によって自動的に制御され、表面から直接測定されるため、これらは 1 つのプロセスで制御でき、タイムリーな CMM 測定は必要ありません。
製造プロセス