


トルクツールでジョイントを締める
次のガイドラインは、ボルト継手の締め付けに関連する落とし穴を特定するのに役立つことを目的としています。
適切なツールを使用する: 校正済みのトルクツールが使用されていること、およびトルク値が締め付け仕様で指定されていることを確認してください。インパクトレンチなどの特定の自動締め付けツールでは、トルク値とボルトの予圧に大きな変動が生じる可能性があることに注意してください。したがって、最終的な締め付け操作または検査には、校正済みのトルクツールを使用してください。
正しい締め付けトルクを指定してください: 可能な限り、理論値ではなく実際の試験結果に基づいて締め付けトルクを指定してください。ボルトの伸びとひずみゲージを測定するか、ジョイントに埋め込まれたロードセルを使用して、締め付けトルクの実験的決定を確立します。

図1.十字の締め付けシーケンス。
締め付け順序を指定します: ほとんどのジョイントは、完全に平坦ではない複数のボルトとジョイントの表面で構成されています。ボルトの締め付け順序は、結果として生じる予圧に大きな影響を与える可能性があります。このようなジョイントでは、ボルトの締め付け順序を指定します。ジョイントの表面が圧縮されるため、1つのボルトを別のボルトの近くで締めると、最初に締めたボルトによって生成される予荷重に影響します。
適切な締め付けシーケンスにより、ジョイントで均一な予荷重分散が実現されます(図1)。従来のガスケットを含むジョイントは圧縮剛性が比較的低いため、このようなジョイントのボルトの予圧は、締め付け順序に特に敏感です。経験に基づいて、ボルトが円形のパターンである場合、通常、十字のシーケンスが指定されます。非円形のボルトパターンの場合、中央から始まるスパイラルシーケンスが指定されます(図2)。
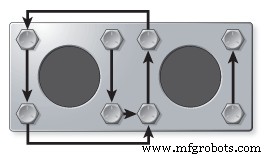
図2.スパイラル締め付けシーケンス。
重要なジョイントでは、ボルトを複数回締めるパターンを指定して、予荷重が均等に分散されるようにすることができます。
平ワッシャーでの注意: ボルトシャンクとワッシャー穴の間に隙間があると、相対的な横方向の動きが生じる可能性があります。締め付け時に摩擦面をナットとワッシャーからワッシャーとジョイント面に変えることができます。これはトルクと張力の関係に影響を与え、予圧の大きな変動につながります。スロットをカバーしたり、ボルトヘッドの下の面圧を下げるなどの状況では、平ワッシャーが指定されます。このような状況では、それらが十分な厚さと硬度であり、ボルトシャンクにうまく適合することを確認してください。
フランジ付きボルト: 比較的柔らかい材料の場合、または高張力ボルトを使用する場合は、フランジ付きボルトとナットの使用を検討してください。このような留め具は、ナット表面の下の面圧を減らし、埋め込みによって失われる予圧の量を減らします。ベアリング面の直径が大きいため、摩擦によってより多くのトルクが放散されるため、より高い締め付けトルクが必要になります。
ガスケット: 従来のガスケットは非弾性です。これにより、時間の経過とともにボルトの予圧が減少します。この状態は通常、取り付け直後に発生し、ボルトの弛緩を引き起こします。このような問題の影響を減らすために、最初の締め付けから時間が経過した後、ボルトを締め直してください。
埋め込み: この塑性変形は、ファスナーのねじ山とジョイントで発生します。これは、締め付けプロセスによって発生する高い応力が原因で発生します。これにより、ボルトの伸びが失われ、したがって予圧が失われます。通常、埋め込みによるプリロード損失は約10%です。クランプされるジョイントサーフェスの数とそれらのサーフェスの粗さとともに増加します。ボルトヘッドの下の高い表面圧力も、過度の埋め込みの原因となる可能性があります。これは、比較的柔らかい材料に高張力ファスナーを使用していることが原因である可能性があります。硬化ワッシャーまたはフランジ付きファスナーを使用すると、このような影響を減らすことができます。
短いボルトを使用して複数のインターフェースをクランプする場合は注意が必要です。このようなジョイントでは、予想される大量の埋め込みによって、少量のボルトの伸びを大幅に減らすことができます。
この記事は、トルクツールのメーカーであるMountzInc。によって提供されました。詳細については、をご覧ください。 www.etorque.com 。
機器のメンテナンスと修理