


振動解析を使用して機器の問題を特定する方法
今日の振動データコレクターの多くは、データを同時に収集する2つ以上のセンサーをサポートする機能を備えています。この機能には、分析ツールとしてクロスチャネル位相を選択する機能があります。
通常の振動経路に使用されるセンサー付きのアナライザーとケーブルを除いて、クロスチャネルフェーズを実行するために必要な追加のツールは、別のケーブルとセンサーだけです。クロスチャネル位相解析により、構造の緩み、構造の完全性の問題、ミスアライメント状態、さらには構造共振状態の原因を発見できます。
どのように機能しますか?
通常のルートデータ取得では、複数の正弦波をキャプチャし、周波数に応じてそれらを分離します。次に、それらを個別の周波数として表示し、個々の振幅をスペクトル形式で表示します。
位相解析は、単一の正弦波(単一周波数)を選択し、その振動源が他のものに対してどのように動いているかを検出します。 「他の何か」は、反射テープやキーフェイザーなどのシャフト上のスポット、またはクロスチャネルフェーズの場合のような別の振動信号である可能性があります。
したがって、比較される2つの信号があります。たとえば、振動信号と、反射テープの通過によってトリガーされるタコメーターパルス、またはキーフェイザーからのパルスです。タコメータパルスは方形波を生成し、振動信号は正弦波を送信します。
2つのソースのピークのタイミングが比較され、両方のソースが回転運動に関連しているため、2つのピーク間の時間差が度で表示されます。反射テープの前縁からのパルスから、振動のピーク(またはハイスポット)が非常に多くの角度で発生し、シャフトに重いスポットがある可能性があることを示しているため、これは回転機器のバランスをとるのに最適です。 (この記事では、重いスポットと高い振動スポットが異なる原因となる可能性のある条件については説明していません。その場合があることに注意してください。)
<中央>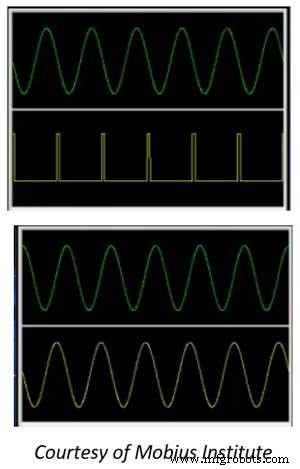
クロスチャネル位相で2つのセンサーが使用されている場合、比較は各信号の振動のピークです。クロスチャネル位相を実行する機能を備えたアナライザーでは、監視する特定の周波数を指定することもできます。ほとんどの場合、シャフトの回転速度が対象の周波数として選択されます。
一般的な開始点は、センサーAをモーターの外側の垂直端に配置し、センサーBをモーターの脚に配置して、これらの点が相互にどのように移動しているかを確認することです。 1つのセンサーを同じ場所、つまり位置Aに保持して、他のいくつかのポイントと比較するのが一般的です。次の例では、センサーAが0度を読み取っていると仮定します。
<中央>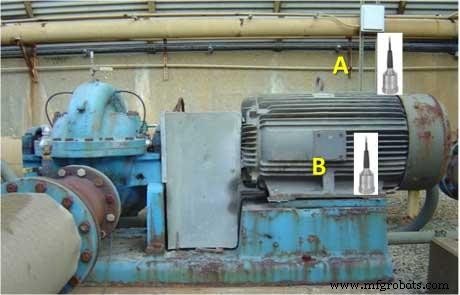
センサーBが0度(+ -30度)を読み取っている場合、センサーBは一緒に、または同時に移動しています。これは、予想される通常の状態です。ただし、センサーBが180度(常に±30度)の場合、センサーBは反対方向に移動しているか、ステップから外れています。これは、足が下方向に動いている間、モーターハウジングの一部が上方向に動いていることを意味します。これは、モーターハウジングのどこかに亀裂があり、部品が分離していることが原因です。ほとんどの場合、亀裂は足またはその近くにあります。調査結果を文書化します。
次に、センサーBをフットボルトに移動します。センサーBが0度を読み取る場合、ボルトが固定されているプレートはモーターの上部と一致して動いており、ボルトが締まっていると解釈されます。
ただし、足が0度で、ボルトが180度(または180度位相がずれている)の場合、足と取り付けプレートの間に緩みがあります。
ベースとフロアについても同じプロセスを決定できます。これらすべてがセンサーAと同じように読み取られた場合、これらの2つの場所の間に緩みはありません。
次に、センサーAをモーターの内側の位置に移動し、モーターのその端ですべて同じチェックを実行します。それが完了したら、センサーAをカップリングを横切ってポンプの内側の端に移動し、次にポンプの外側に移動して、そこでチェックを実行します。後で参照して必要に応じて分析できるように、各位置での調査結果を必ず文書化してください。
<中央>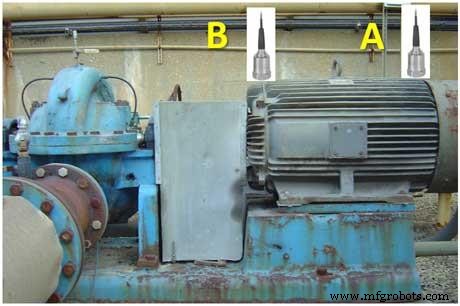
次のステップは、マシントレインに沿った読み取り値を一方の端からもう一方の端まで比較することです。これは、センサーの垂直方向とセンサーの水平方向で行う必要があります。なぜ両方向であるのかについて、いくつかの疑問が生じます。これは、「機械を垂直方向に整列させることはできますが、水平方向に整列させることはできませんか?」という別の質問で答えることができます。
センサーBがマシントレインに沿って垂直方向にベアリングからベアリングに移動するシナリオを見てみましょう。
ここでも、センサーAが静止していて、これらすべての測定値が0度であると想定し、センサーBでローミングします。最初のB位置は、モーターの船内機の垂直位置です。センサーBが0度の場合、この位置は問題なく動作するはずです。ただし、センサーBの読み取り値が180度の場合、モーターのこの端は下に移動し、Aの端は上に移動します。これは良い状態ではありません。この角度のずれを引き起こす可能性のある1つの条件。
角度のずれを確認するには、センサーBをポンプの内側の位置に移動します。そこで180度を読み取る場合は、角度のずれ状態である可能性が非常に高くなります。これは、角度のずれでは、シャフトがカップリングを横切って一斉に移動するためです。この例では、角度のずれの兆候があると仮定します。ポンプの船外ベアリングは何を読み取ると予想されますか?
センサーBをポンプの船外ベアリング位置に移動すると、角度のずれを確認するために読み取り値がゼロになると予想されます。ミスアライメント状態がない場合、すべてのベアリングが同相であるか、ゼロを示していると予想されます。
基準センサーであるセンサーAをモーターの船外機の水平方向に配置することにより、水平方向にも同じチェックを行うことができます。比較を行い、すべての読み取り値を記録し、センサーBをベアリングからベアリングへと機械の同じ側で水平方向に移動します。センサーを機械の反対側に配置するとどうなりますか?
軸方向の位相測定値はどのような有用な情報を提供しますか?可能性を考えてみましょう。センサーAをモーターの船内ベアリングに軸方向に配置し、センサーBをポンプの船外位置に軸方向に配置し、位相の読み取り値を比較します。同相の場合、これは予想どおりです。ただし、位相が180度ずれている場合は、シャフトが回転するときにシャフトが互いに押し合う角度のずれ状態を示します。通常の振動測定値と同様に、軸方向の位相測定を使用して、ミスアライメント状態を確認できます。
<中央>
同様の位相読み取り比較方法を使用して、マシンベースの構造状態をチェックし、マシンベースがどのように動いているかを確認できます。通常、Aセンサーはモーターの船外機のベアリングに垂直方向に取り付けられ、センサーBはベースに沿ってローミングするために使用されます。
ベースプレイスのモーターエンドから始めて、センサーBはベースのフロントコーナーの近くにあります。その場所のすべての垂直方向の読み取り値が同相である場合、位相の読み取り値はセンサーAと同相である可能性があります。次に、センサーBをベースの前面に沿ってエッジ近くに2インチまたは3インチずつ移動し、位相の読み取り値を記録します。それらがすべて同相であれば、屈曲の問題はありません。
次に、センサーBを機械の裏側に移動し、そこのベースに沿って測定を繰り返します。繰り返しになりますが、すべてが同相であれば、ベースの屈曲に問題はありません。
しかし、長さに沿ってモーターとポンプの間の領域に90度または180度の位相シフトがある場合はどうなりますか?ベースの一方の端ともう一方の端の間には、180度の位相シフトまたは360度の位相シフトが存在する可能性があります。これは何を示しているのでしょうか?
表側に沿った測定値から裏側に沿った対応する位置への180度の位相シフトがある場合、何が示されますか?それは問題になるでしょうか?なぜですか、なぜそうではありませんか?
振幅はどうですか?
位相測定値には通常、使用可能な2つのコンポーネントがあります。 1つは、度単位の周波数での実際の位相読み取りです。これは、ここで紹介されています。もう1つの要素は振動の振幅です。一部のアナライザでは、位相の読み取り値を設定するための選択は、ピークと位相、振動のピーク振幅、および位相の読み取り値と呼ばれます。位相の読み取り値は移動方向を示しますが、振幅は移動量を示します。
下の図では、ベースに沿って円があり、円の外側に目盛りが付いています。目盛りは位相方向を示します。円の内側には、速度の振動値、その周波数の典型的な振動測定値があります。左から始めて、振動の振幅が毎秒0.114インチであることに注意してください。それがベースプレートの中心に進むにつれて、振幅は毎秒約0.954インチに上昇します。振幅は、右に移動するにつれて再び減少します。位相は距離全体で一定に保たれます。問題がありますか?
<中央>
はい、これはベースの剛性の問題を示しており、中央でより多く移動することができます。それはそれが設計されているようにグラウトされていますか?他の領域に悪影響を及ぼさないようにベースを補強する方法を設計するために、エンジニアを関与させます。
その地域の振動の増加は、それが共鳴状態にあることを示していると言う人がいます。ただし、共振条件または固有振動数が関係する場合は常に、位相変化があります。本質的にゼロの位相変化で、共振は除外されます。
まとめ
クロスチャネルフェーズは、ほとんどの2チャネルアナライザに組み込まれている貴重なツールであり、技術者/アナリストが機械の問題を見つけたり検証したりできるようにします。機械がどのように動くべきかを理解することは、状態を診断/確認するのに非常に役立ちます。
機器のメンテナンスと修理