


初心者向けのプラズマカッターのセットアップ、デバッグ、使用方法は?
プラズマ切断機とは何ですか?
プラズマカッターは、プラズマ切断技術を使用して、プラズマアークの熱をアルゴン、水素、窒素、酸素、空気、水で使用することにより、金属ワークピースの切り込みを溶かして蒸発させる電動工具です。蒸気といくつかの混合ガスで切開を形成します。
プラズマ切断機はどのように機能しますか?
プラズマ切断機は何に使用されますか?
プラズマ切断機は、炭素鋼、ステンレス鋼、鉄、アルミニウム、銅、チタン、ニッケル、その他の金属材料を切断でき、機関車、自動車、圧力容器、エンジニアリング機械、原子力で広く使用されています。産業、一般機械、船舶、航空、鉄骨構造およびその他の産業。
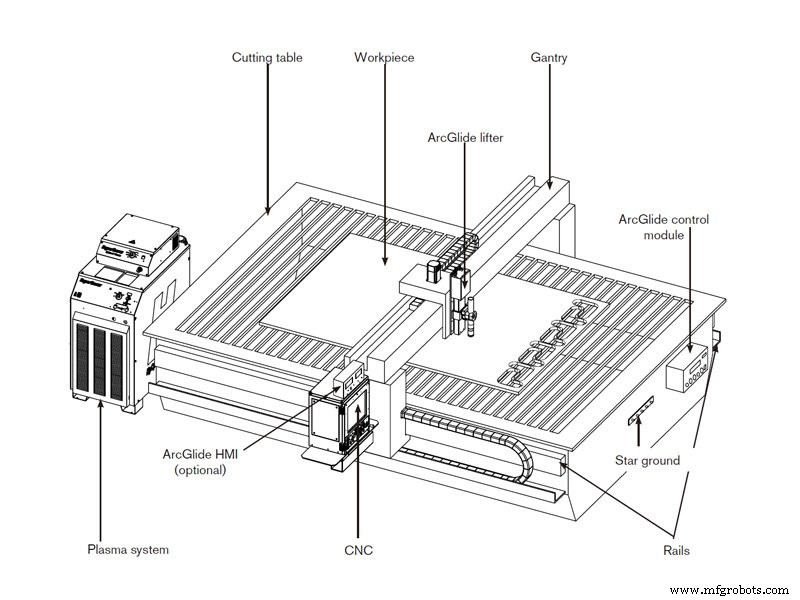
日常の生産工程では、プラズマ切断機を使用すると粉塵が多く発生するため、CNCプラズマ切断機の切断工程で発生する煙を排出するために、設備現場に強力な換気装置を設置する必要があります。 。装置の電源を入れる前に、装置のすべてのスイッチがオフの位置にあり、プラズマ電源の背面にあるロータリースイッチが水平の位置にあることを確認してください。
1。主電源スイッチキャビネットの電源を入れて、2本のケーブルに電力を供給します。
2。機械のコントロールボックスの回路ブレーカーをオンの位置に回します。
3。キースイッチでCNCコントローラーの電源を入れると、ディスプレイにメインインターフェースが表示されます。
4。プラズマ電源の背面にあるロータリースイッチを垂直位置まで90°回します。このとき、プラズマ電源前面の電源インジケータが点灯しているはずです。
5。エアコンプレッサーの電源を入れ(コンプレッサーの流量1m3 / min)、コンプレッサーの出力空気圧が6.1〜8.2バールになるようにエアコンプレッサーの圧力制御スイッチを調整します。空気圧が6.1バール未満の場合、切断中に空気圧が低下し、切断品質が向上します。不安定。空気圧が8.3Barを超えると、プラズマ電源のエアフィルターが損傷します。プラズマ電源の空気圧調整ノブを調整して、圧力を5.5〜6.0バールに維持します。プラズマ電源電流調整/ガステストノブをガステスト位置まで回して、空気圧が5バールを下回らないことを確認します。圧力が5Barを下回ると、切断品質に深刻な影響を及ぼし、プラズマ電源でさえも動作を停止します。
作業環境で給気源の清浄度を保証できない場合は、マルチ-ステージ複合ろ過システムは、プラズマ電源の前に設置する必要があります。そうしないと、油、湿気、ほこりを含む空気がアーク放電の失敗や切断中の切断トーチの損傷などの深刻な結果を引き起こす可能性があります。
プラズマ切断を使用する場合は、起動準備が完了しています。 。
プラズマ切断機を正しく使用する方法
初心者でもCNC機械工でも、プラズマ切断機を操作するには7つのヒントに従う必要があります。
1。カットするプレートを作業台の適切な位置に置き、プレートがトラックに触れないようにします。
2。図面またはソフトウェアに従ってプログラムをコンパイルし、必要に応じて空の車を切り取り、プログラミングが正確かどうかを確認します。
3。切断するときは、最初にプラズマカッターを起動し、エントリポイントを見つけ、切断パラメータを調整し、空気源をオンにして、プラズマカッターを起動し、切断を制御するプログラムを入力します。
4。切断の際は、切断板やラックレールの上に立たせたり、電気部品や伝送部品を乱したりしないでください。
5。トランスミッションラック、ガイドレール、トランスミッションスチールベルトは常に清潔に保ち、操作精度を確保してください。
6。コントロールコンソールのクリーニングとメンテナンスには特別な注意を払う必要があり、処理とプログラミングは専門家と技術者の指導と支援の下で実行する必要があります。
7。クレーンを使用してプレートを持ち上げる場合は、クレーン操作および地上(フック)操作の安全技術操作規則を厳守し、緊密に協力してください。
プラズマ切断機を使用する場合、何に注意する必要がありますか?
運転中は、切断機のほこりや部品の汚れを定期的に清掃し、ワイヤーが経年劣化していないか確認してください。アース線とワークの接触不良。接地は、切断前の必須の準備です。専用の接地工具を使用しない場合、ワーク表面の絶縁や経年劣化の激しいアース線の長期使用などにより、アース線とワークの接触が悪くなります。特殊な接地工具を使用し、接地線とワークピースの表面に影響を与える絶縁がないかどうかを確認し、経年劣化した接地線の使用を避けてください。火花発生器がアークを自動的に遮断できない場合、プラズマ切断機は最初にプラズマアークを点火する必要があります。高周波発振器は、電極とノズルの内壁の間のガスを励起して高周波放電を生成し、ガスを部分的にイオン化して小さなアークを形成します。小さなアークは圧縮空気の作用を受け、ノズルから放出されてプラズマアークに点火します。これがスパークジェネレータの主なタスクです。
1。正しいガス圧とプラズマの流れを確保するため。正しいガス圧とプラズマの流れは、消耗部品の耐用年数にとって非常に重要です。空気圧が高すぎると、電極の寿命が大幅に短くなります。空気圧が低すぎると、ノズルの寿命に影響します。
2。適度な切断距離を使用してください。取扱説明書の要件に従って、適切な切断距離を使用してください。切削距離は、切削ノズルとワークの表面との間の距離です。穴を開けるときは、通常の2倍の切断距離を使用するか、プラズマアークを使用して送信してください。最大の高さ。
3。ミシン目の厚さは、機械システムの許容範囲内である必要があります。プラズマ切断機は、作業厚さを超える鋼板に穴を開けることができません。通常のミシン目の厚さは、通常の切削厚さの1/2です。
4。ノズルに過負荷をかけないでください。ノズルが過負荷になると(つまり、ノズルの動作電流を超えると)、ノズルはすぐに損傷します。電流強度は、ノズルの動作電流の95%である必要があります。例:100Aノズルの電流強度は95Aに設定する必要があります。
5。プラズマガスを乾燥させて清潔に保ちます。プラズマシステムが適切に機能するには、乾燥したクリーンなプラズマガスが必要です。汚れたガスは通常、ガス圧縮システムの問題であり、消耗部品の耐用年数を短くし、異常な損傷を引き起こします。ガス品質をテストする方法は、カッティングトーチをテスト状態に設定し、その下にミラーを配置してカッティングトーチ内のガスを消費することです。ミラーに水蒸気やミストが出た場合は、その理由を調べて修正する必要があります。
6。プラズマ切断は、穿孔切断ではなく、可能な限り端から開始する必要があります。エッジを出発点として使用すると、消耗部品の寿命が延びます。正しい方法は、プラズマアークを開始する前に、ノズルをワークピースの端に直接向けることです。
7。プラズマアークの延長と延長は避けてください。プラズマアークが伸びてワークピースの表面に接触するようにしか伸びない場合、プラズマアークは切断の開始時と終了時にそのような伸びと伸びを生じ、ノズルに異常な損傷を引き起こします。この問題は、正しいエッジ開始手法を使用し、適切な「アーク遮断」信号時間を選択すれば回避できます。
8。不要な「アーク開始(またはアークガイド)」時間を短縮します。アークを開始すると、ノズルと電極が非常に速く消費されます。開始する前に、カッティングトーチはカッティングメタルの徒歩圏内に配置する必要があります。
9。保護シェルに防滴化学コーティングを施す防滴化学コーティングは、保護シェルへのスラグの蓄積を減らすのに役立ちます。ただし、防滴塗料を塗布する前に、必ずトーチから保護シェルを取り外してください。
10。保護シェルのスラグを取り除きます。
CNCマシン
- Infineon:多数のユースケースに対応する安全で堅牢なLEDドライバーIC
- VHDL で署名付きおよび署名なしを使用する方法
- VHDL で Wait On と Wait until を使用する方法
- VHDL でループと終了を使用する方法
- DIYクラフター:プラズマカッターを使用するための7つの必知のヒント
- プラズマ切断機はどれくらい暑いですか?
- プラズマ切断とは何ですか?プラズマ切断はどのように機能しますか?
- 適切なプラズマ カッターを選択して作業を正しく (かつ迅速に) 行う方法
- CNC に適したカッターとプログラミングの選択方法
- カッターグラインダーの使い方
- 金属旋盤の使い方 – 初心者向け