


5軸プログラミング:ツールベクトルを使用したプログラミング?
5軸でプログラミングする場合、回転運動と位置を命令するために使用できる2つの異なるオプションがあります。回転角度またはツールベクトルのいずれかを使用してデータを出力できます。それぞれに長所と短所がありますが、選択肢があれば、より一般的なABC軸の回転角度ではなく、IJKツールベクトルとしてこれらの回転コマンドを出力するようにポストプロセッサを構成することをお勧めします。
IJKツールベクトルを使用すると、プログラムは特定のマシン構成に依存しなくなります。特定の軸のコールアウト(A、B、またはC)を指令していないため、機械は使用可能な軸を自由に使用して、工具を指令された位置と傾斜角度に配置できます。この自由により、同じ部品プログラムをショップ内の複数の異なるマシン間で共有できます。マシンの構成に関係なく、製造現場でジョブをスケジュールする際に非常に大きな自由を提供できます。
ツールベクトルを使用すると、ポストプロセッサの作成も簡単になります。 CAMシステムを使用して5軸ツールパスをプログラミングする場合、ソフトウェアはツールベクトルを使用して内部でコマンドされた移動を自動的に計算します。したがって、これらの以前に作成されたムーブを変換せずに単純に出力できるポストプロセッサの方がはるかに簡単に作成できるのは当然のことです。すべての動きをA軸、B軸、またはC軸コマンドに変換するようにポストを構成すると、ポストプロセッサはより多くの作業を行う必要があり、さらに複雑になり、構成に時間がかかります。とテストします。
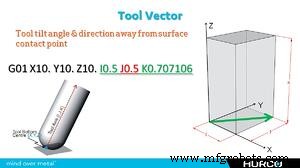
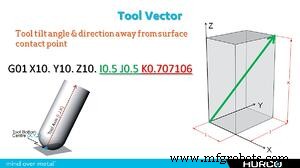
では、ツールベクトルとは何ですか?ツールベクトルは、プログラム内の単なるIJK値であり、XYZ位置の最後に追加され、コマンドされたXYZ位置からツールがどの角度と方向に傾斜するかを決定します。例:G01X10の工具ベクトルコマンド。 Y10。 Z10。 I0.5 J0.5 K0.707106は、G01X10を呼び出すのと同じツールと軸の位置になります。 Y10。 Z10。 B45。 C45…特定の軸コマンドを呼び出す必要はありません。 2番目のコマンドは、BCマシン構成のマシンでのみ使用できます。
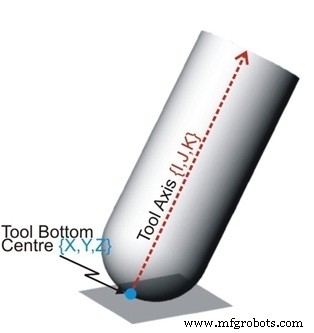
ツールベクトルデータポイントは測定された距離ではなく、それらに関連付けられた測定単位もありませんが、これは、ツールのコマンドされた傾斜角度を視覚化しようとするときに私の心の中でそれらを見る方法です。ベクトルで使用される3文字は、マシンの3つの軸に対応します。IはX軸に沿って、JはY軸に沿って、KはZ軸方向にあります。以下の例では、視覚化の目的でのみ、各IJKトークンがインチ単位の測定値であると想定します。 XYZツールの接触点から、X軸で.50 "正、Y軸で.50"正、正のZ方向で.70716"上にある空間内の点を想定します。ここで、ツールチップの中心から始まり、IJKトークンによって作成された空間内のポイントを通って上向きに伸びる線を想像してみてください。それは、工具の指令された傾斜角度と方向になります。とても簡単です!

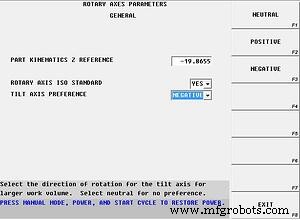
ツールベクトルを使用して5軸でプログラムすることについて話すときに、最後に議論しなければならないことが1つあります。機械が利用可能な回転軸を使用してツールをコマンドされた傾斜角度に配置する方法を決定できるようにし、5軸の組み合わせごとに少なくとも2つの許容可能な解決策があることを認識した場合、コントロールに、個々のマシン構成に最適なものを選択させる方法。これを行うには、「傾斜軸設定」と呼ばれるものを適用します。これは、工具ベクトル入力でプログラミングできる各工作機械制御の制御パラメータ内の設定です。
傾斜軸設定は、プログラムが実行されているマシンに最適な回転方向である現在の5軸コマンドの解決を強制するために使用されます。例:A軸が負の方向に110度傾くことができるが、正の方向には30度しか傾かないトラニオンマシン(他のHurco 5軸トラニオンマシンのように)では、できることを行う必要があります。可能な場合は常に負に傾斜するようにコントロールを「強制」します…移動を完了するのに十分な軸移動があることを確認します。

CNCマシン