


G75 固定サイクル溝入れ CNC プログラミング例
G75 は x 軸の溝入れサイクルです。
G75 固定サイクル溝入れの完全な説明については、この G75 溝入れサイクルをお読みください。
ファナック G75 読み取りの 1 行形式 (1 ブロック形式) の場合 Fanuc G75 溝入れサイクル 1 行フォーマット。
別の G75 溝入れサイクル CNC プログラミングの例は、Fanuc G75 Grooving Cycle CNC Program Example にあります。
Fanuc G75 溝入れサイクルのパラメータの説明
N10 G75 R N20 G75 X Z P Q R
G75 最初の CNC プログラミング ブロック
R =リターン量
G75 2 番目の CNC プログラミング ブロック
X =溝深さ。
Z =Z 軸の最後の溝位置。
P =X 軸のペック増分
Q =Z 軸のステップaxis.
R =切削終了時の逃げ量。
G75 固定サイクル溝入れ CNC プログラミング例
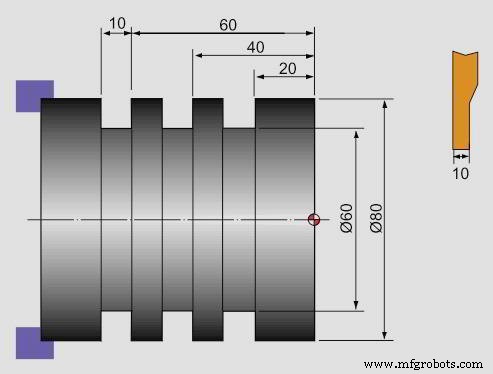
G75 固定サイクル溝入れ CNC プログラミング例
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- 旋盤 CNC プログラミングの例
- 初心者向け CNC プログラミング CNC プログラミングの例
- CNC Fanuc G75 溝入れサイクル
- CNC 旋盤のプログラミング例
- Fanuc CNC Lathe のプログラミング例
- Fanuc G75 溝入れサイクル 1 行フォーマット
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- CNC プログラミング例 G92 テーパーねじ切りサイクル
- CNC プログラミング例の G76 スレッド サイクル
- G71 荒削りサイクル サンプル コード – CNC 旋盤プログラミング