


ファナック サブプログラムの例
これはファナックのサブプログラムの例で、CNC 機械工がサブプログラミング手法を使用して、CNC プログラムの作成と保守を容易にする方法を示しています。
CNC サブプログラム
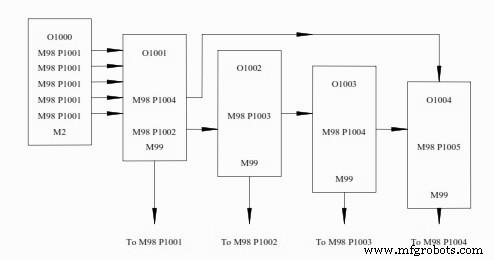
サブプログラミングは、CNC 機械工が自分のプログラム (メインプログラムと呼ばれる) から、CNC 機械に保存されている他の CNC プログラムを呼び出すことができる方法です。
ファナック サブ プログラミングの方法に関する記事を読む。
このサブプログラミング プロセスにより、CNC プログラマー/機械工は、プログラムを反復可能な有用なコードの小さな断片に分割することで、CNC プログラムを小さく保つことが容易になります。
ファナックサブプログラミング
以下の cnc プログラムの例が示すように、
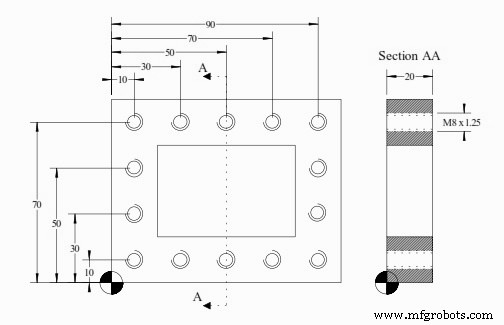
cnc 機械工はいくつかの穴をドリルで開けたいと思っており、同じ穴をタップしたいと考えています。
Fanuc サブプログラム呼び出しのない例
最も簡単なプログラミング方法は、G81 穴あけサイクル G84 タッピング サイクル CNC プログラムの例を参照してください。
Fanuc サブプログラム呼び出しの例
以下は同じプログラム例ですが、今回はサブプログラミング手法を使用しています。
ファナック サブプログラムの例
Fanuc サブプログラムの例
O1000 ; N1 T1 M6 ; N2 G0 G90 G40 G21 G17 G94 G80 ; N3 G54 X10 Y10 S? M3 ; N4 G43 Z100 H1 ; N5 Z5 ; N6 G81 R3 Z-20 F? M8 ; N7 M98 P1001 ; N8 G0 G90 Z100 N9 T2 M6 ; N10 G0 G90 G40 G21 G17 G94 G80 ; N11 G54 X10 Y10 S? M3 ; N12 G43 Z100 H1 ; N13 Z5 ; N14 G84 G99 G95 R3 Z-20 F1.25 M8 ; N15 M98 P1001 ; N16 G0 G90 Z100 ; N17 T0 M6 ; N18 M30 ;
サブプログラム
O1001 ; N101 Y30 ; N102 Y50 ; N103 Y70 ; N104 X30 ; N105 X50 ; N106 X70 ; N107 X90 ; N108 Y50 ; N109 Y30 ; N110 Y10 ; N111 X70 ; N112 X50 ; N113 X30 ; N114 G80 ; N115 M99
CNCマシン