


G91 インクリメンタル モードを使用した CNC サブプログラムの例
提出者:機械工
描画/画像
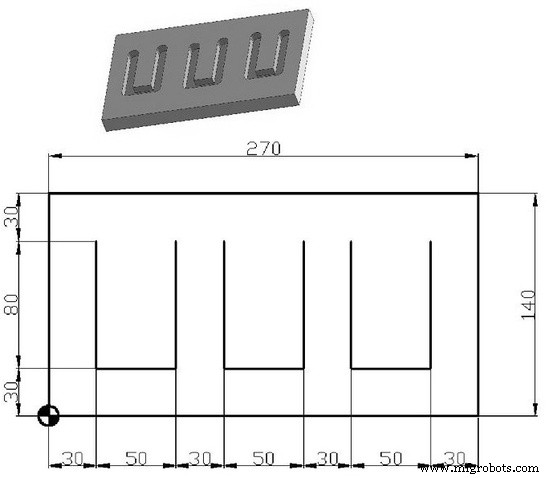
CNC プログラム
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99
CNCマシン
- ファナック CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- CNC G81 ドリル サイクル プログラムの例
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- G82 Drilling Canned Cycle with Dwell CNC Milling Example Program
- 基本的なサンプル コードを使用した Haas M98 サブプログラムの呼び出し
- CNC プログラム例による Haas CNC M97 ローカル サブプログラム呼び出し
- CNC プログラミングの基礎 – サンプル プログラム コードによるチュートリアル