


G20 ターニング サイクル – CNC 旋盤 Fanuc 21 TB
Fanuc 21 TB cnc 制御用の G20 縦旋削サイクルは、モーダル G コードです。
G20 旋削サイクルは、直線旋削とテーパー旋削にも使用できます。
G20 旋削サイクルは、プログラムと学習が簡単です。
G20 ターニング サイクルは単純なターニングに使用されますが、追加パスの X 軸位置を指定することで複数のパスが可能です。
以下の cnc プログラム コードは、G20 ターニング サイクルの非常に強力な機能も示しています。これは、CNC 機械工が G20 ターニング サイクルのすべてのパスの切り込み深さを制御できることを示しています。これは、G71 ラフ ターニング サイクルのような他のターニング固定サイクルでは達成できません。 .
ストレートターニング用の G20 ターニングサイクルフォーマット
G20 X… Z… F…
または
G20 U… W… F…
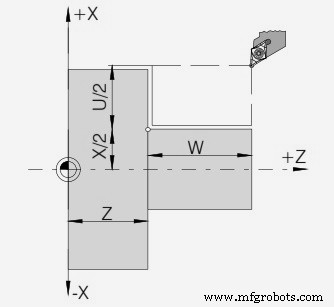
X – 切削する直径 (絶対)。
Z – Z 軸の終点 (絶対)。
F – 送り速度。
U – 切削する直径 (増分)。
W – Z 軸の終点 (インクリメンタル)。
G20 ターニング サイクル – CNC 旋盤ファナック 21 TB
テーパー旋削用の G20 ターニング サイクル フォーマット
G20 X… Z… R… F…
または
G20 U… W… R… F…
X – 切断する直径 (絶対)。
Z – Z 軸の終点 (絶対)。
R – X 方向の増分テーパー寸法 (+/-)
F –送り速度。
U – 切削する直径 (増分)。
W – Z 軸の終点 (増分)。
CNC 機械工は輪郭値に X または U 値を使用できるので、Z または W を同じように使用できます。また、絶対 (X、Z) 値と増分 (U、W) 値の両方を混合することもできます。
G20 ターニング サイクル CNC プログラム コードの例
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
CNC プログラム コードの説明
上記の cnc プログラム コードでわかるように、
工具は X56 Z2 ポイントにあります。
最初の切削は X51 で行われ、工具は Z 軸で W-20 移動します。
2 番目の切削はX46 で作成
3 番目のカットは X41 で作成
…
最後のカットは X30 で作成
G20 ターニング サイクル機能
上記の cnc プログラム コードを調べると、
1 – G20 では絶対値 (X51.0) と増分値 (W-20.0) の両方が切削に使用されます。
2 –上記のコードは、G20 ターニング サイクルの非常に強力な機能も示しています。これは、CNC 機械工が G20 ターニング サイクルのすべてのパスの切込みを制御できることを示しています。これは、G71 ラフ ターニング サイクルのような他のターニング固定サイクルでは実現不可能です。
つまり、最初の 5 カットの深さは 5 mm ですが、最後のカットはわずか 1 mm であることがわかります。
G20 ターニング サイクルの中止
G20 ターニング サイクルはモーダル G コードです。
「モーダル」G コードとは、それらがキャンセルされるか、矛盾する G コードに置き換えられるまで有効であることを意味します。
G20 ターニング サイクルは、 G00、G01 などの別のモーション コマンドが与えられます。上記の cnc プログラムの例のように、G20 G コードは G00 G コードでキャンセルされます。
CNCマシン