


Haas G76 Threading Cycle Multiple Pass
Haas G76 ねじ切りサイクルは、おねじ、めねじ、ストレートねじ、テーパーねじに使用できます。
Haas G76 ねじ切りサイクルを使用すると、プログラマーはねじの長さに沿って複数の切削パスを簡単に命令できます。
工具負荷と摩耗の性質は、P コードを使用して制御できます。 P コードは、ツールがどちら側を切断するかを指定でき、
切断する材料の量を指定できます。
Haas G76 ねじ切りサイクル アプリケーション
Hass G76 ねじ切りサイクルは、
- 雌ねじ切り (ID ねじ切り)
- おねじ切り(外径ねじ切り)
- ストレートスレッド
- テーパーねじ
Haas G76 ねじ切りサイクル
Haas G76 スレッド化サイクル フォーマット
G76 X(U) Z(W) K D A F(E) I P Q
パラメータ
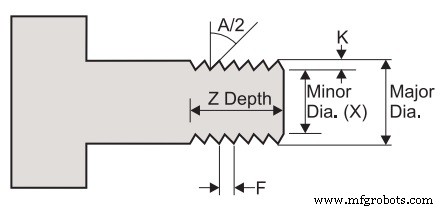
X – X 軸の絶対位置、ねじの最大深さ直径 (オプション)。
Z – Z 軸の絶対位置、ねじの最大長 (オプション)。
K – ねじの高さ、ねじの深さ、半径測定を定義.
D – 1 回目のパスの切削深さ。
A – ツール ノーズ角度 (値:0 ~ 120 度)。
F(E) – 送り速度、ねじのリード。
U – X 軸増分距離、最大ねじ深さ直径まで (オプション)。
W – Z 軸増分距離、最大ねじ長さまで (オプション)。
I – ねじテーパ量、半径
P – 片刃切断 (負荷定数) (オプション).
Q – ねじ開始角度 (小数点を使用しないでください) (オプション).
機械の設定
設定 95 – ねじ面取りサイズ。
設定 96 – ねじ面取り角度。
設定 86 – ねじ仕上げ代。
Mコード
M23 – 面取りオン
M24 – 面取りオフ
Haas G76 ねじ切りサイクル パラメータの説明
K - スレッドの高さ
ねじの高さは、ねじの山からねじの谷までの距離として定義されます。
計算されたねじの深さ (K) は、K の値から仕上げ代 (設定86、糸仕上げ代)がこの金額です。
D – 初回パス切削深さ
ねじ山を通る最初の切削の深さは D で指定されます。ねじ山を通る最後の切削の深さは、設定 86 で制御できます。
ねじ面取り
ねじの最後で、オプションの面取りが実行されます。
面取りのサイズと角度は、設定 95 (ねじの面取りサイズ) と設定 96 (ねじの面取り角度) で制御されます。
P – 片刃切断 (負荷定数) (オプション)
G76 多条ねじ切りには 4 つのオプションがあります
- P1:片刃切削、切削量一定
- P2:両刃カット、カット量一定
- P3:片刃切削、切削深さ一定
- P4:両刃切断、切断深さ一定
CNCマシン
- G76 スレッド化サイクル – 基本を超えて
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G76 ねじ切りサイクルによるテーパーねじ切り
- 推奨されるスレッド インフィード パスの表
- Fanuc G76 ねじ切りサイクルによるねじ切り送り角度の制御
- ダミーのためのファナック G76 スレッド サイクル
- CNC Fanuc G92 ねじ切りサイクル
- G76 Threading Cycle One Line Format for Fanuc 10/11/15T
- G92 ねじ切りサイクルによるテーパーねじ切り
- Mach3 Turn G76 Threading Canned Cycle
- パスの G76 ねじ切りサイクル数と切削深さを完全に制御する方法