


Fanuc G76 ねじ切りサイクルによるねじ切り送り角度の制御
fanuc cnc 制御を使用して cnc マシンでねじ切りを加工しながら、ねじ切り込み角度を制御する方法を簡単に説明します。
ねじ切り込み角度の違いと、さまざまなねじ切り込み角度の利点と弱点について簡単に説明しているビデオ (Sandvik Coromant のねじ切り込みのヒント ビデオ ) をご覧ください。
Fanuc G76 ねじ切りサイクルにより、好きな方法でねじを切る完全な柔軟性が得られます。
Fanuc G76 ねじ切りサイクル
N5 G76 P010060 Q100 R0.05 N6 G76 X30 Z-20 P1024 Q200 F2
Fanuc ねじ切りサイクル G76 によるねじ切り込み角度の制御
G76 :ねじ切りサイクル パラメータ P P は実際には、スレッドの動作を制御する複数の値で構成されています。
- 01 :スプリング カットの数、自由に変更できます。
- 00 :45 度で糸切れ
- 60 :ねじ切り込み角度 / フランク角度
Fanuc ねじ切りサイクル G76 のすべてのパラメータは、ここで完全に説明されています。 P の値は、実際には 03 の値のペアです。最後のペアは、ねじ切りの各パスのねじ切り込み角度を制御するためのものです。上の太線は値 60 で確認できます。
G76 ねじ切りサイクル、60 度ねじ用の 60 度切り込み角度 (複合切り込み/フランク切り込み)
切り込み角度を 60 にすると、ほとんどの負荷がねじ切りインサートの前端にかかります。
G76 ねじ切りサイクル、55 度の送り角度で 60 度のねじ山
標準の 60 度ねじの切り込み角度を 55 にすると、ほとんどの負荷がねじ切りインサートの前縁または前縁にかかり、ねじ切りインサートの後縁にもわずかな負荷がかかります。 /P>
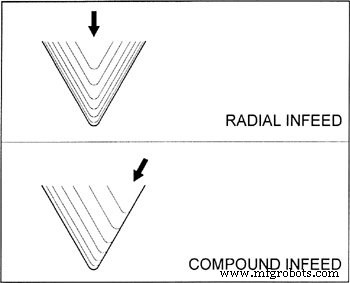
インフィード角度 0 度の G76 ねじ切りサイクル (ラジアル インフィード)
切り込み角度に 0 を指定すると、ねじ切りインサートのプロファイル全体に負荷がかかります。
四角ねじには、常にストレート ラジアル インフィード (プランジ インフィード) が必要です。
G76 ねじ切りサイクルの推奨切り込み角度
G76 ファナックねじ切りサイクルでは、次のインデフ角度を切り込み角度として使用する必要があります。 80、60、55、30、29、00
CNCマシン
- G76 スレッド化サイクル – 基本を超えて
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- Fanuc G76 ねじ切りサイクルによるテーパーねじ切り
- ダミーのためのファナック G76 スレッド サイクル
- Fanuc G76 ねじ切りサイクルによるマルチ スタート スレッド
- CNC Fanuc G92 ねじ切りサイクル
- G76 Threading Cycle One Line Format for Fanuc 10/11/15T
- G92 ねじ切りサイクルによるテーパーねじ切り
- Mach3 Turn G76 Threading Canned Cycle