


現代の製造工場における CMM の適用
最終更新日:2021 年 12 月 24 日 | By WayKen
現代産業は、製造された要素の精度によって特徴付けられます。すでにコンマ数ミクロンで評価され、絶え間なく成長を続けています。実際、製造業者が公表している工作機械の精度は非常に高くなっているため、製造された部品の実際の偏差を測定することはますます難しくなっています。そのため、制御および計測機器の新しい方法が常に開発および改善されています。パーツの精度を推定するための柔軟で高速かつ正確な機器ユニットの 1 つは座標測定機です。
座標測定機 (CMM) の仕組み
マシンは、非常に高感度の電子プローブを使用して、製造部品の形状から一連の離散点を分析します。このテストは、特定の要件に対する部品の適合性を計算するために使用されます。
CMM は、アセンブリの一部を評価して、元の試験片の設計を尊重しているかどうかを判断するためによく使用されます。これらは、品質テストまたは品質管理ワークフローに統合され、製造された部品の寸法を分析して、起こり得る品質の問題を防ぎます。
三次元測定機 (CMM) の作業手順には、次の 2 つがあります。機械の移動軸上に上昇したプローブに触れることにより、物体の手動形状と物体の大きさを測定します。また、確認する部分が修正された設計と同じであることを保証します。次の手順で動作します。
分析する部品は、CMM のベースに配置されます。ベースは硬くて安定した素材でできており、基本的には測定部位です。ベースのこの安定性により、操作を変更する可能性のある外力に関係なく、測定が正確になります。 CMM プレートの上に取り付けられたものはすべて移動可能で、タッチプローブが装備されています。三次元測定機 (CMM) は、次のステップでガントリーを制御して、プローブを 3 次元軸に沿って移動させます。このステップを実行することにより、部品のすべてのファセットが複製されて測定されます。
プローブが測定対象の部品に触れると、電気インパルスが送信され、コンピューターによってマッピングされます。このステップを繰り返すことで、多くのパーツでパーツの構造の概要を説明します。
測定ステップの後、プローブが部品の X、Y、および Z 座標を検出した後、次のステップは分析手順です。得られたデータは、フィーチャの構築のために分析されます。アクション メカニズムは、カメラ システムを使用するすべての三次元測定機 (CMM) で同じです。
座標測定機 (CMM) のコンポーネント
三次元測定機 (CMM) は、さまざまな部品で構成されています。分析する部分は、平らな地面に置かれた、通常は花崗岩でできた固いスラブの上に上げられます。多くの場合、さまざまなサイズとカテゴリで提供される電子プローブは、バネ仕掛けのスタイラスによじ登ります。また、このスタイラスは、3 次元の X-Y-Z 平面座標で攪拌する付属のガントリーです。
スタイラスとプローブは、いくつかの部品の特性を得るために、助けを借りずにそらすことができます。ジョイスティックを使用して、ガントリーと調査のすべてのアクションをそれぞれ制御できます。座標測定機 (CMM) のコンポーネントには、次のものがあります。
- 調査
- 御影石のテーブル
- 備品
- 乾燥機と空気圧縮機
- ソフトウェア
プローブの機能とは?
調査は、光学的輝きやレーザーを利用するよりも生物学的接触を行うため、座標測定機 (CMM) の非常に重要な部分の 1 つです。その最高の特徴の 1 つは、ルビーや、温度の変化が予想されるサイズを変更しないその他の形式的で安定した物質で作られた円形のスタブに依存しないことです。
調査とスタイラスは、集合的に同時に機能するように構築されています。それらは、調査に由来する電気摩擦のわずかな偏差を検出できる、非常に敏感な電子機器に関連しています。
球状の先端が固体に触れると、回避するように促され、コンピューターで検出される電気的表示を生成します。これらのポイントの量は、実質的な部分の規定に応じて分析できます。
活用方法
このポイント収集の主な目的は、2 つのプロセスです。特定のポイントを利用して、実際の部品の測定値を CAD 顧客のリスト データと照らし合わせて分析し、品質テストの目標を達成します。
または、これらの集合的な角度を使用して、「点群」を作成することにより、部分のシルエットの輪郭を描くことができます。この技術は、CNC 機械加工で行われるように、1 つの試験片だけを CAD プログラムのベースとして使用して、より多くの部品の輪郭を描く場合に役立ちます。
三次元測定機 (CMM) は、穴内の点を計算する場合に非常に役立ちます。これらの領域は、他の光学システムでは評価が容易ではありません。これは、グリントが示して周りに跳ね返る傾向があり、干渉の現象により測定が不正確になるためです。
花崗岩のテーブル
これは、非常に剛性が高く安定しているため、CMM マシンに不可欠なコンポーネントです。他の要素と比較して、温度の影響を受けません。その摩耗率は比較的低いです。花崗岩は時間が経っても影響を受けないため、高精度の測定に最適です。
備品
備品 は、ほとんどの製造機能で安定性とサポートのエージェントとして使用される非常に重要なツールでもあります。それらは座標測定機 (CMM) のツールであり、部品をそれぞれの場所に固定する機能を果たします。可動部分は計算誤差の原因となるため、部分固定が必要です。使用可能なその他の固定コンポーネントは、磁石、クランプ、固定プレートです。
乾燥機と空気圧縮機
空気圧縮機と乾燥機は、ガントリー型 CMM や標準ブリッジを含む座標測定機 (CMM) の一般的に使用されるコンポーネントです。
ソフトウェア
他のコンポーネントのプローブと感度を分析するには、ソフトウェアが必要です。
さまざまなタイプの CMM
ブリッジ CMM
このタイプの三次元測定機には、3 次元軸に沿って移動するプロービング システムがあります。座標平面では、これらの軸はそれぞれ互いに直交します。
各軸には、移動中のプローブの位置をマイクロメートル単位で監視するセンサーが装備されており、物体の表面上の点を検出します。これらのポイントはまとめてポイント クラウドと呼ばれます。これらの点は、ユーザーが調査する必要があるオブジェクトの表面積を示しています。
ガントリー CMM
ガントリー CMM はブリッジ CMM のようなものです。ただし、通常はサイズがはるかに大きくなります。これらはテーブルに持ち上げる必要がなく、同様の精度レベルを提供するように構築されているためです。ガントリー CMM は、非常に重いまたは巨大な部品に使用されます。これらのガントリー CMM は、1 階の堅固な土台に直接取り付ける必要があります。
カンチレバー CMM
カンチレバー CMM は、ブリッジ CMM とは異なります。測定ヘッドが CMM の剛性ベースの片側にのみ取り付けられているため、異なります。カンチレバー CMM は、機能を容易にするために 3 つの側面すべてで検査技術者にオープン アクセスを提供します。
現代の製造における CMM の多目的アプリケーション
CMM は、自動および手動測定の最も先進的な最新の手段であり、業界で多くの用途が見出されています。多くの異なるタイプの CMM により、ツールを大型 (ガントリー タイプ CMM) と最小 (カンチレバー タイプ CMM マシン) の両方で使用できます。さまざまな種類のプローブ (機械式、光学式、レーザー、または白色光) を使用すると、プローブやその他の物体が触れてはならない表面でも測定できます。高度な CMM 自動化により、機械工が手動で使用することも、大量生産が関係する反復操作のために自動化することで労力を削減することも可能になります。
CMM マシンの使用方法は、達成したい目的によって異なります。その柔軟性と精度のレベルは、メーカーに多くの機会を提供します。機械加工後に CMM を使用したり、既存の部品を測定して再設計したり、自動製造チェーンの一部として使用したりできます。ここには多くのオプションがあり、それらのいくつかは次の段落にリストされています。
CMM を使用する前に必要なこと
CMM マシンは、測定を行うための最も正確な機器です。ミクロン未満の部品の欠陥を推定できます。ただし、精度を高めるためには、機械工が測定を行うための設備を徹底的に準備する必要があります。準備のレベルは、測定される部品の精度に依存します。最高精度の部品 (公差が IT6 またはそれ以下の部品) について話す場合、CMM と測定を実行する領域の両方を準備する必要があります。湿度の特定のパーセンテージと温度が最適な範囲内にある必要があり、非常にクリーンである必要があります。その精度では、小さなほこりでさえ操作の結果に影響を与えるからです。

CMM 自体は通常、非常に精密な金属球を使用して校正されます。そのサイズと形状の偏差は、最高度に知られています。花崗岩の作業テーブル上の球体の位置もわかっています (通常、テーブルの中央に球体用の特別な固定具があります)。プローブは、球にいくつかの点で接触し、球の直径と形状偏差を決定する必要があります。次に、偏差に応じて測定値が調整され、正しい設定が保存されていることを確認するために球体が再度測定されます。
線形表面測定用 CMM
最も単純な測定には、直線面または円筒面の公差が含まれます。ほとんどの場合、機械工が機械加工を終えた直後に単純なマイクロメーターまたはゲージを使用して測定します。では、より単純なツールをこの種の仕事にうまく使用できるのであれば、CM を使用する意味は何ですか?
その質問への答えは、すべてのプロセスの自動化です。未来のインダストリー 4.0 を含むすべての最新の産業コンセプトには、高度な製造プロセスの自動化が含まれており、追加の動作やタスクも機械工なしで実行されます。このようなタスクの良い例は、品質管理です。バッチ内の任意の数の部品に対して同一のアクションを実行するように CMM をプログラムできます。ただし、制御の前後にパーツをロードおよびアンロードするには、自動治具と追加のロボットが必要です。

複雑な表面測定のための CMM
三次元測定機の主な目的は、複雑な表面を測定することです。そのため、タービン ブレード、飛行機の翼、ポンプ インペラ、およびその他の特殊な表面を持つコンポーネントなどの部品に使用すると、CMM の能力が最大限に発揮されます。このようなジョブの自動化は、同一の部品を大量に作成していて、それらが非常に正確であるため、すべての部品をチェックする必要がある場合にも可能です。ただし、ほとんどの場合、そのような部品は機械工によって手動で測定されます。
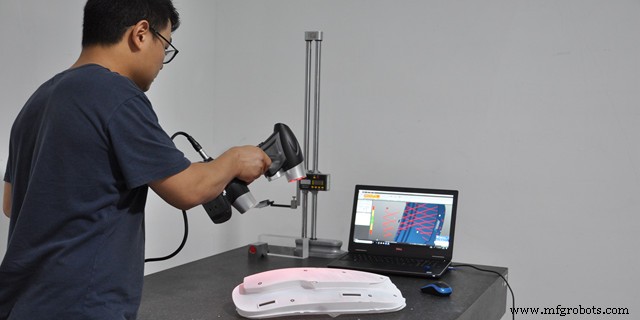
複雑な表面を測定するために、機械工は、機械工が必要とする部分にプローブが触れるまで、リモート コントロールを使用して手動で 3 つの軸に沿ってプローブを動かします。次に、多くの測定が行われた後、ポイントが分析され、パーツのプロファイルがスプラインとして接続されます。次に、測定値をパーツの 3D モデル (許容誤差を含む) または必要なサイズが示されている他のデータと比較します。
関係とフォーム偏差の CMM
高品質の部品の多くは、寸法の誤差だけでなく、表面形状と互いの位置の精度によっても特徴付けられます。これらの偏差は、振動を減らし、動きの滑らかさを確保するために、回転部品にとって特に重要です。このような偏差を測定する CMM は、複雑な表面の測定と大差ありません。すべてのフォームと関係の逸脱には、比較対象となるベース サーフェスがあります。したがって、精度要件を達成するためには、パーツをベース面に固定し、必要な面を測定する必要があります。 2 つの面の関係について話している場合は、最初の面をクランプして 2 番目の面を測定するように治具を設計します。
表面仕上げのCMM測定
プロファイラーは、表面仕上げ測定の最も普及している機器です。ただし、CMM マシンはその優れた精度により、部品の表面仕上げも測定できます。ただし、プローブを特殊な針に変更する必要があります。次に、針が表面に沿って移動し、表面仕上げが形成されるあらゆる種類の微視的な凹凸を特定します。
WayKen がどのように役立つか
WayKen では、ISO 9001:2015 規格によって認証された品質システムを運用しています。より正確なサイズと形状の機械加工部品を入手したい場合は、部品の測定要件について事前にお問い合わせください。詳細については、CAD ファイルをアップロードして、こちらから見積もりをリクエストしてください。
CNCマシン