


曲面の CNC フライス加工ガイド
曲面のフライス加工は、プロファイル/輪郭 CNC フライス加工の傘下にあります。これには、不規則な形状のプロファイルまたはさまざまな角度 (傾斜、凹面、または凸面) の連続曲線の加工が含まれます。これは、独自の形状の特注部品のほとんどを完成させるための重要なプロセスであり、CNC 機械加工サービス プロバイダーは基本的な機械加工の原理とプログラムに関する高度な知識を持っている必要があります。
CNC フライス加工のプロファイリングの基礎
1. CNC フライス加工プロセスのプロファイル
最終的な機械加工部品に到達する前に、まず、荒削り/中荒削り、中仕上げ、仕上げ、および超仕上げのさまざまなカテゴリに細分されます。コンポーネントが大きいほど、関与する操作の種類が多くなります。使用するツールとパラメーターの可能性を最大限に引き出すことができるように、ワーク パーツの加工における操作をサブカテゴリに分類することが重要です。
荒削り- この操作は、常に機械加工の最初の段階であり、通常、原材料ブロックを切断して、目的の形状またはプロファイルにほぼ近い部品を形成することから始まり、その後の操作のために十分な金属ストックを残します。
中仕上げ- このプロセスには、寸法要件に従って部品を機械加工するか、部品に残っているストックを除去することが含まれます。半完成品は、表面仕上げの特定の要件を達成するために、さらに処理を受けることもあります。
仕上げ- このプロセスは、中仕上げ操作の後に行われます。仕上げは、明らかなバリやその他の表面の傷を取り除くことによって、部品の表面仕上げを改善するために行われます。この操作では、作業部品の最終的な外観に大きな影響を与えるため、高性能ツールを使用することが不可欠です。
超仕上げ- 部品が鏡面仕上げまたは超滑らかなプロファイルを必要とする場合、操作は超仕上げまで続きます。これを達成するために、高速機械加工技術と高精度工具が使用されます。
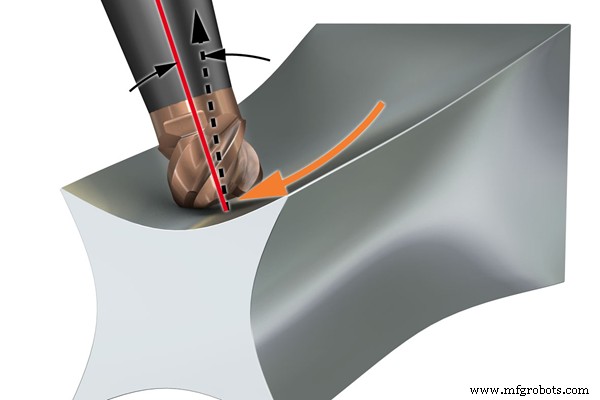
2.曲面の CNC フライス加工で使用されるツールを理解する
加工中の部品の曲面を滑らかにするために、さまざまなバリエーションのラウンド エンド ミルが使用されます。これらには、丸みを帯びたインサート、ボール ノーズ刃先交換式エンド ミル、ボール ノーズ超硬合金が含まれます。ツール パスの明らかな痕跡を残さないため、輪郭加工アプリケーションにはラウンド プロファイル ツールが好まれます。
ラウンドインサート付きインサートタイプのエンドミル- これらのツールは、多くの場合、大きなツール直径で提供されます。丸型インサートタイプのエンドミルは、安定性が高く生産性が高いため、荒加工に適しています。
ソリッドボールノーズエンドミル- これらのエンド ミルは、機械加工された部品に非常に優れた表面仕上げを残すことができます。構造上、安定性が低い場合があります。そのため、荒加工よりも仕上げ加工によく使用されます。
スローアウェイ ヘッド ボール ノーズ エンド ミル- スローアウェイ ヘッド エンド ミルは超硬ソリッド エンド ミルに似ていますが、交換可能なヘッドを備えています。これらの特別な工具には取り外し可能な端があり、必要に応じて交換できます。
曲面の CNC フライス加工に関する一般的なヒント
1.必要な準備
カスタム パーツをプロファイル フライス加工で製造することを決定する前に、CNC フライス加工プロセス全体に影響を与える可能性のあるさまざまな要因を認識することも不可欠です。これに加えて、適切な加工技術を適切に選択できるように特定する必要がある特定の事項があります。以下は、準備が必要な事項の一部です:
- パーツ設計のキャビティの深さに注意してください - これは、使用する適切な切削工具を選択する上で重要な役割を果たし、必要なゲージ長はどれくらいになりますか。
- 未加工のブロックからどれだけの材料が取り除かれるかを知る - これは、半仕上げおよび半粗加工の後に追加の手順が必要かどうかにかかわらず、ワーク パーツの製造に必要な操作を計画するのに役立ちます。
- ワークピースを所定の位置に固定する方法を検討してください。これは、必要な固定具の準備に役立ちます。
2.古いものと古典的なもの:フィードと速度を正しくする
送りと速度は、部品の材料除去率を決定します。これが、優れた表面仕上げの実現に大きな影響を与える理由です。このためには、計算に従う必要があります。使用する送り速度は、切削の深さ、使用する工具、切削する材料、機械加工する部品のプロファイル、および必要な精度にも依存する場合があります。
免責事項:これらの値は複数の要因によって異なる可能性があるため、この記事では速度とフィードの実際の値については言及しません。実際の速度とフィードについては、信頼できるリファレンスを参照することをお勧めします。ただし、基本的な経験則は次のとおりです。
切削深さと送り速度は、加工する材料の硬さによって異なります。硬い被削材の場合、送りと切込みはアルミニウムのような軟らかい被削材よりもはるかに低いことに注意してください。さらに、切断する材料が硬いほど、切断速度を速くする必要があります。
荒加工の送り速度と切込み深さは、仕上げ加工よりもはるかに積極的です。優れた表面仕上げを実現するのは、高速技術と適切なツールの使用の組み合わせです。
3.ツールの使用率
現在、市場で入手可能なツールには多くのバリエーションがあります。荒加工では、切削深さと粗加工の送り要求に耐えるために、工具の剛性を優先する必要があります。一方、仕上げ加工では、ツールパスの痕跡を残さないように、エンドミルは非常に鋭利でなければなりません。もう 1 つの違いは、使用するツールの直径です。通常、荒削り工具は仕上げ工具よりも大きな直径を持っています。
4. CNC フライス加工プロセスで振動を最小限に抑える
振動は、望ましくない表面仕上げ、びびり、および切削工具の損傷の主な原因の 1 つです。フライス加工中の振動は、クランプの安定性、工具の剛性、材料の硬度、機械主軸の不正確さなど、複数の原因から発生する可能性があります。以下は、この機械加工の障害を最小限に抑えるためのヒントの一部です:
- 振れ精度の良い工具を使用する
- 荒加工中にエンド ミルの突出し量が長すぎないようにします。代わりに、エクステンション バーまたはエクステンション ツール ホルダーを使用してください
- 切断作業中に適切なグリップとバランスが維持されるようにすることで、作業器具を固定します。
- 硬い金属を扱うときは、積極的なカットを避けてください。
結論
曲面の CNC フライス加工は通常、さまざまな操作 (荒削り、中仕上げ、仕上げ、および超仕上げ) に細分化され、目的のプロファイルが徐々に達成されます。このタイプのフライス加工に使用される工具は、通常、丸みを帯びたプロファイル、または一般にボール ノーズ エンド ミルと呼ばれるものを備えています。要約すると、曲面を CNC フライス加工するには、必要な準備を行い、適切な送りと速度を得て、使用するツールに注意を払い、びびりを最小限に抑える必要があります。
CNCマシン