


CNC 旋削加工で切りくずを破壊するためのいくつかのソリューション
いくつかの CNC ターニング オペレーションには、チップに関する厳しい要件があります。理想的な旋削加工を実現するためには、切りくず割れの問題を解決する必要があります。切りくずが割れやすいかどうかは、切りくずの変形に直結します。切りくず処理のための材料変形の合理的な使用、切りくず処理のための技術的手段、および切りくず処理のための CNC 工作機械の独自の数値制御プログラミング機能により、回転安定性が向上します。
チップを割る理由
CNC旋盤は、機械製造技術、マイクロエレクトロニクス技術、コンピューター技術を統合した最新の自動製造装置であり、従来の機械製造業を活性化し、労働生産性を向上させます。ただし、自動化された工作機械には、チップに対する厳しい要件があります。切りくずが工具やワーク、周辺の工具や装置に絡みつくと、加工に影響を与え、ひどい場合は事故につながります。理想的な旋削加工を実現するには、切りくず処理 (切りくず処理とも呼ばれます) の問題を解決する必要があります。
切りくず処理の原理
金属切削の過程で、切りくずが壊れやすいかどうかは、切りくずの変形に直接関係します。切削プロセスで形成された切りくずの比較的大きな塑性変形により、その硬度は増加しますが、可塑性と靭性は大幅に低下します。この現象は冷間加工硬化と呼ばれます。冷間加工硬化後、切りくずは硬く脆くなり、曲げや衝撃荷重を交互に加えると簡単に破損します。チップが経験する塑性変形が大きいほど、硬くて脆いという現象がより明白になり、壊れやすくなります。壊れにくい高強度、高塑性、高靭性の材料を切断する場合は、チップ破壊の目的を達成するために、チップの変形を増やして可塑性と靭性を低下させてください。したがって、切りくず折損の原理を使用して、いくつかの自動車加工に適用することは理にかなっています。

旋削加工の一般的な切りくず処理方法
1. 素材変形による切りくず処理
- チップブレーカの使用
チップ ブレーカは、切りくずの追加変形として機能するだけでなく、切りくずのカールと破断を制御します。チップブレーカの形状とサイズ、チップブレーカと主切れ刃の傾斜角度が適切であれば、確実に切りくずを破砕できます。溶接でも機械クランプでも、再研磨でもインデックス可能でも使用できます。さまざまな切削量範囲に適用するために、さまざまな形状とサイズのチップ ブレーカで超硬チップをプレスし、選択しやすく、経済的で便利です。この方法は、機械加工で推奨される方法であり、最も広く使用されている方法です。不利な点は、工具の妥当な形状パラメータの決定が、切りくず処理の要件によって制限されることです。しかし、最近では、マシンクランプインサートのチップブレーカの形状はますます豊富になり、選択範囲はますます広くなっています。
- 工具のジオメトリ パラメータを変更し、切削量を調整する
上記の切りくず処理の原理から、工具のすくい角を小さくすることがわかります。主偏角を大きくする。主刃先のネガ面取りを研削します。切断速度を下げる;送りを上げ、主切れ刃の形状を変更。切りくず分断を促進できます。ただし、これらの切りくず処理方法は、生産性の低下、ワーク表面品質の低下、切削抵抗の増加などの悪影響をもたらすことがよくあります。この方法は、自動ラインではほとんど使用されず、切りくず処理の補助手段としてのみ使用されることもあります。
- チップブレーカの使用
チップブレーカには、固定式と調整式の 2 種類があります。旋削工具のすくい面にチップバッフルを設置。切りくずがツールの前面に沿って流れ出すと、切りくずバッフルの抵抗によって曲がって破損します。チップ ブレーカのパラメータ Ln と α は、所定の切削条件下で安定した信頼性の高い切りくず処理を確保するために、必要に応じて設計および調整できます。
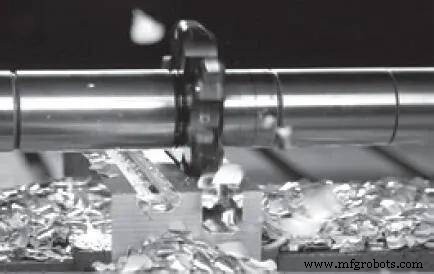
- チップブレーカの使用
チップブレーカには多くの種類があり、一般的に機械式、油圧式、電気式に分けられます。チップ破砕装置のコストは高いですが、チップ破砕は安定しており、信頼性が高く、一般的に自動ラインでのみ使用されます。旋削工具のカッター付きチップブレーカ。旋削中、切りくずは切りくず案内溝から流出し、常時回転する円盤カッターにより強制的に切断され、切りくずは切りくず溝から排出されます。
2. 技術的手段による切りくず処理
ワークピースの表面に事前に溝を入れることによる切りくず処理:ワークピースの直径に応じて、機械加工された表面にワークピースの軸方向に沿って 1 つまたは複数の溝が事前にカットされます。断面、したがって壊れます。このようにして、ワークピースの加工面の粗さに影響を与えることなく、信頼性の高い切りくず処理が保証されます。難削材加工でも切りくず処理が良好です。ただし、溝入れはワークピースの輪郭の形状によって制限されます。
結論
CNC旋盤自動化設備の効率的な加工のポイントの1つは、切りくず破損の問題を解決することです。多くの解決策がありますが、チップ ブレーカは、実際の状況、技術的手段の使用、およびチップを切断するためのプログラミング スキルの使用から合理的に選択する必要があります。仕事での経験を豊かにして、CNC 機器の効率的な使用を促進してください。
産業技術