


電気ケトル
背景
やかんの唯一の目的は、水を沸騰させることです。コーヒーや多くの料理用の水は沸騰させる必要はありませんが、完全に沸騰させる新鮮で冷たい水はおいしいお茶に不可欠です。それはお茶を作ることに関連していますが、やかんの中身は、沸騰したお湯や風邪を治すための蒸気を生成するのにも最適な優れたインスタントドリンクやスープを作ります。
歴史
お茶自体はその歴史の中で3つの異なる形に加工されており、特定の道具が不可欠になっています。中国でのその始まりでは、お茶は焙煎と細断の後に沸騰させなければならなかったブロックまたはケーキに加工されました。これにはやかんが必要でした。日本の方法はより洗練されていました。粉末茶を磁器のボウルに泡だて器で泡立てました。リーフティー(西欧諸国で約200年間最も一般的な形態)は、茶葉を摘み取り、処理するさまざまな方法で構成されています。このお茶は沸騰したお湯に浸す必要があるので、やかんからの沸騰したお湯で満たされた鍋に葉を入れます。ブロックティー、粉末ティー、リーフティーはすべて沸騰したお湯に浸す必要があります。
やかんは、火の中で鉄の柱のフックに掛けられたやかんから進化したものです。やかんを火の上に動かすためにフックを回し、「ティルター」がやかんから水を注ぐのを助けました。やかんは、最初に採掘され処理された金属の1つである鉄でできていました。
日本では、鉄製のやかんは、炉床と蓋から引き抜くための2つの短い腕またはループ(ボウルの両側に1つ)を備えた小さな丸いボウルになりました。ボウル型の鉄のやかんの典型的な例は1517年にさかのぼります。鉄を鋳造する方法がより洗練されるにつれて、これらのやかんの外側は装飾され、2本の腕は注ぎ口とより良いハンドルになりました。やかんを作った鉄製のキャスターは高く評価されていました。
今日知られている噴出されたやかんの形をした日本の鉄製のやかんの美しく装飾された例は、19世紀後半にさかのぼります。鉄のやかんは調理の火に耐えることができましたが、磁器産業からサービングウェアが登場しました。ポットが形、注ぎ口、およびハンドルをコピーしたため、ケトルは明らかにティーポットの前に存在していました。
ロシアでは、水はサモワールで加熱されます (文字通り、セルフボイラー)。急須ではなく、周囲の容器に火と沸騰したお湯を入れるための中央の煙突を備えた金属製の精巧なやかんです。ロシア人は国境紛争や貿易努力の間にペルシャ人からサモワールについて学びました。濃厚なお茶を急須に入れ、サモワールの上で絶えず温めます。濃縮物をティーカップに注ぎ、サモワールの栓から沸騰したお湯がカップを満たし、濃縮物を希釈します。
イギリス人は17世紀半ばに素焼きの陶器の急須を作り始めましたが、銀は1700年代初頭に人気のある素材になりました。最初に知られている銀のティーポットは1670年のものですが、世紀の変わり目までに、すべてのお茶のサービングウェアはやかんを含めて銀でできていました。銀のやかんは今日でも作られていますが、ストーブトップと電気の両方のタイプでアルミニウムとステンレス鋼が重要性を上回っています。
英国と米国の両方で、やかんの開発はストーブの進化と密接に関連していました。ストーブが調理用の火に取って代わったとき、やかんは火から引き抜かれ、ストーブの上に置かれました。ほとんどのやかんは、ストーブプレートの上に座るために底が平らな修正された地球儀のような形をしています。やかんは、銅などのさまざまな金属で製造され、興味深いハンドルやエナメルで装飾されたときに、キッチンの装飾品になりました。
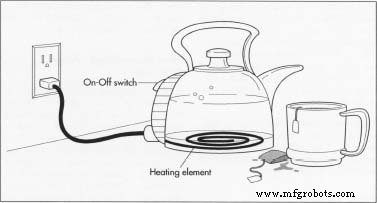
やかんの電化は20世紀初頭に続きました。最初のやかんは個々の電気コイルに取り付けられていましたが、すぐに発熱体が組み込まれ、より洗練されたモデルが登場しました。
原材料
電気ケトルは、主に鋼、鉄、銀、アルミニウム、またはプラスチックと金属の組み合わせで作られています。高品質の鋼は、通常、全金属製のやかんのハウジングに使用されます。低密度ポリエチレン(LDPE)、ポリプロピレン(PP)、またはポリスチレン(PS)などの耐熱プラスチックは、一部のモデルのケトルの上部ハウジングを構成し、ベースに発熱体を含む金属製の筐体があります。
デザイン
やかんの品質に応じて、原材料の種類は大きく異なります。より高いグレードのケトルの場合、より高いグレードの鋼または銀さえも使用することができます。低品質のやかんは、単純なアルミニウム製である可能性があります。電気ケトルのアイデアは、いくつかの異なるソースから生まれます。メーカーの会社の研究開発(R&D)部門は、まったく新しいデザインと既存のモデルを刷新するための独自のコンセプトを開発しています。調理器具やその他の台所用品のファッションは、多くの家庭の便利さやアクセサリーとともに変化します。ファッションは色だけでなく、全体的な形状の最新化、ベースやハンドルなどのパーツの変更、安全機能の向上などがあります。
やかんの電気部品には、発熱体、沸騰して乾いたときにやかんを自動的にオフにするサーモスタット、オンオフスイッチとその付属品、要素をコードにリンクする接続、およびプラグが含まれます。これらは、組み立てられたユニットとして工場で受け取られます。彼らの集会は他の工場に外注(下請け)されており、多くの場合米国外にあります。これらのメーカーはさらに、個々の電気部品の製造を下請けに出します。
製造
プロセス
- 金属は、部品を打ち抜くプレスに適したシートまたはロールでやかん工場で受け取られます。ステンレス鋼板の厚さをチェックします。船荷証券には合金が明記されていますが、受け取り部門は精密機器で鋼の厚さをチェックします。通常熱強化されているポリプロピレンプラスチックは、ケトルメーカーが要求する色の小さなペレットとして提供されます。プラスチックペレットは、色と不純物がないかランダムに検査されます。射出成形機の上の大きなホッパーから、ペレットは重力によって機械に流れ込みます。電気部品は、工場に出荷された時点で完成しています。やかんごとに1セットは、バンドルまたはラップされたセットとして提供されます。部品を並べ替えたり組み立てたりする必要はありません。受信部門は、いくつかの電気セットをランダムに検査およびテストします。
- 工場では、鋼板はパンチプレスのダイに機械的に配置されます。油圧パンチが解放され、ケトルベースの形をした中空シェルが作成されます。その後、このピースは削除されます。 2枚目の鋼板は、発熱体を保持するために成形されたダイを備えたパンチプレスに配置されます。鋼の形状はスタンピングと呼ばれます。ワンピースはやかんのベースと要素とコードの間のコネクタを形成します。 2番目のピースは、1つのボウルが他のボウルの中にあるように、最初のピースに配置されます。
- 金属スタンピングは、コンベヤーシステムのハンガーに取り付けられ、2つの異なるプロセスを経て運ばれます。ベーススタンピングはペイントブースに運ばれ、そこで小さな電荷が与えられ、その表面に細かいペイントミストを引き付けます。ベーススタンピングは、上部のプラスチックハウジングと一致するように塗装されています。電気部品を収容するスタンピングは、金属片の上面(水と接触する表面)を処理する別のコーティングプロセスを介して伝達されるため、鉱物の堆積物を簡単に取り除くことができます。これらのコーティングプロセスは陽極酸化と呼ばれます。これにより、鋼部品が腐食から保護され、
 標準の電気ケトル。コーティングを引き付ける小さな電荷を刻印します。
標準の電気ケトル。コーティングを引き付ける小さな電荷を刻印します。 - その間、やかんの上部が形成されます。ポリプロピレンプラスチックペレットは、漏斗状の底部を備えたホッパーを介して射出成形機に放出され、プラスチックが液体になるまで高熱下でペレットを溶融します。高圧下で、液体プラスチックは2つの半分でスチールボックス(ダイと呼ばれる)に押し込まれます。半分が一緒にロックされている場合、ダイには、ケトルのプラスチックハウジングの正確なイメージであるボイドが含まれています。ダイの2つの部分は、ケトルの外面と内面を形成します。ダイのキャビティリリーフ面は、中実のプラスチックハンドルを含むケトルの外側を形作り、コアリリーフ面は内面です。注入されたプラスチックがダイの隅々まで満たされると、ダイが開かれ、まだ熱いプラスチックケトルハウジングが排出されます。ハウジングは、アセンブラが処理できるようになるまで冷却されます。
- 塗装および処理された金属スタンピングは、一緒に溶接されてケトルのベースを形成します。射出成形とパンチプレスの2つの主要なプロセスにより、これらを大量に連続的に製造できます。次に、ケトルベースを組立ラインのコンベヤーベルトに配置し、ワークステーションに電源コンポーネントを装備して、電気セットをパッケージから取り出し、組立作業員が発熱体とコードの間のコネクタを手動で成形された開口部にセットしますベースで。やかんのゴム足もベースに取り付けられています。
- 金属ベース(電気部品が所定の位置にある)とプラスチックハウジングが一緒に密封されて、やかん本体が完成します。
- 次の組み立てステーションで、金属製の跳ね上げカバーをプラスチックの注ぎ口に手動で押し付けて、注ぎ口が開いて水を注ぐようにします。これらの広い注ぎ口は、やかんを満たすための開口部でもあります。他のモデルには、射出成形された小さなプラスチック製のハンドルが付いた金属製の蓋があります。これらのモデルは、開いた蓋から充填されます。
- 完成したケトルは出荷部門に運ばれます。各ケトルは、説明書が入ったビニール袋に包まれて箱に入れられています。箱は輸送用カートンに梱包されています。
品質管理
電気ケトルは、工場内の複数の場所で品質管理の対象となっています。鋼およびプラスチック材料は、摩耗、変色、または引っかき傷などの欠陥がないか、準備、テスト、および検査されます。電気部品のセットは、それらが製造されている下請け業者の工場でも検査されます。 Underwriters'Laboratoriesは、電気部品がより大きな製品の一部になる前に、それらをテストして承認する必要があります。製造元の工場では、電気ポットは、すべての材料を受け取ったときに開始され、各製造ステップまで続く多層検査を受けます。最終的な品質チェックとして、各やかんは、顧客が使用できるように梱包する前に、プラグを差し込んで操作します。
副産物/廃棄物
金属とプラスチックの廃棄物は、両方の材料の取り扱いと処理から生じます。金属廃棄物は鉄鋼のみであり、トリミングは鉄鋼または鉄鋼鋳造所に販売されます。プラスチックのトリミングや欠陥のある成形部品は、再粉砕されてリサイクルされます。プラスチックハウジングの高品質を維持するために、他のやかんに使用できる再粉砕プラスチックの割合はごくわずかですが、残りのプラスチックは他の製品に使用できます。
未来
電気ケトルの未来は、消費者と小売業者の手に委ねられています。小売業者は、販売データ、消費者のコメント、およびその他の入力を製造業者に提供します。この情報は、プロデューサーが新しいデザインを決定するのに役立ちます。ストーブトップのやかんは、常に電気やかんよりも売上高が高いですが、電気モデルにも熱心な人々がいます。
最近のお茶とフレーバーティーの人気は、電気ケトルへの関心を呼び起こしました。水ろ過システムを備えたお茶の注入器と電気茶メーカーは、この製造分野の最新のアイデアです。英国人は、暖房室の上にガラスのティーポットを備えたコーヒーメーカーのように見えるこれらの開発の両方を開拓しました。コーヒーメーカーとは異なり、これらの器具は水が沸騰するまで水を加熱します。これはお茶の必需品です。ろ過システムは、メーカーの背面に第3層または柱としてのフィルターがあり、一部は水栓に直接接続できます。これらの装置は電気茶作りの未来を示しているように見えますが、それらの積み重ねられた構造は不思議なことにそのペルシャの発明のように見えます。
詳細情報
本
ハクスリー、ゲルバス。 お茶の話:これがお茶の魅力的な物語です。 アイビーランド、PA:John Wagner&Sons、Inc.、1956年。
岡倉天心。 お茶の本。 バーモント州ラトランド:チャールズE.タトルカンパニー、1972年。
Papashvily、Helen、GeorgePapashvily。 ロシア料理。 ニューヨーク:Time-Life Books、1969年。
ペティグルー、ジェーン。 お茶とインフュージョン。 Carlton Books Limited、1999年。
フォン・ブレムゼン、アーニャ、ジョン・ウェルチマン。 テーブルにお願いします:ロシア料理の本。 ニューヨーク:Workman Publishing Company、Inc.、1990年。
その他
「やかんについて。」 京都国立博物館のウェブページ。 2001年12月。
CalphalonCorporationのWebページ。 2001年12月。
根津美術館のWebページ。 「しんなりタイプのやかん」 2001年12月。
TenRen.ComWebページ。 2001年12月。
ジリアン S. ホームズ
製造プロセス