


蛇口
背景
蛇口は、配管システムから水を供給するための装置です。これは、次のコンポーネントで構成できます:注ぎ口、ハンドル、リフトロッド、カートリッジ、エアレーター、混合チャンバー、および給水口。ハンドルをオンにすると、バルブが開き、水や温度の条件下で水流の調整を制御します。蛇口本体は通常真ちゅう製 ダイカスト亜鉛とクロムメッキプラスチックも使用されていますが。
住宅用蛇口の大部分は、シングルまたはデュアルコントロールカートリッジ蛇口です。一部のシングルコントロールタイプは、垂直方向に動作する金属またはプラスチックのコアを使用します。他のものは、蛇口本体に埋め込まれたバネ仕掛けのゴム製シールを備えた金属ボールを使用します。より安価なデュアルコントロール蛇口には、ゴム製シール付きのナイロンカートリッジが含まれています。一部の蛇口には、はるかに耐久性のあるセラミックディスクカートリッジが付いています。
蛇口は節水法に従わなければなりません。米国では、浴槽とシャワーの蛇口が2.5ガロン(9.5 L)に制限されているのに対し、浴槽の蛇口は現在、1分あたり2ガロン(7.6 L)の水に制限されています。
1999年に完了した米国水道協会研究財団による1,188の住宅から収集された水使用データに基づく調査によると、蛇口は1日1人あたり平均8分(pcd)稼働します。毎日のpcdの使用では、屋内の水の使用は69ガロン(261 L)で、蛇口の使用は11 gal(41.6 L)pcdで3番目に高かった。節水器具のある住宅では、蛇口は11ガロン(41.6 L)pcdで2番目に移動しました。蛇口の使用は、世帯の規模と強く関連していた。 10代と大人の追加は、水の使用量を増やします。蛇口の使用は、家の外で働く人の数にも負の関係があり、自動食器洗い機を持っている人の場合は少なくなります。
歴史
配管システムは古くから存在しています。紀元前1700年頃<小> 、クレタ島のクノッソスのミノア宮殿は、大理石、金、銀の噴水と蛇口に水を供給するテラコッタ配管を備えていました。ローマ時代には、紀元前1000年から西暦前の約1000年にかけて、鉛管システムと個人用バスルームも存在していました。 476.ローマの公衆浴場には、大理石や金の他の備品とともに、銀の蛇口もありました。西暦4世紀までに、ローマには11の公衆浴場、1,352の公共の噴水と貯水槽、および856の私有浴場がありました。
それ以来、蛇口を含む配管システムは劇的に変化しました。長年、蛇口には2つのハンドルが付いていました。1つは冷水用、もう1つは温水用です。このデザインが変更されたのは1937年のことでした。その年、ワシントン州シアトルに住むアル・モーエンという大学生が、水が熱すぎたため、蛇口をつけて手を洗い、火傷を負わせました。それは、シングルハンドルの蛇口についてのアル・モーエンの心の中で動き出したアイデアを設定しました。
Moenの最初の設計は、2つのバルブを制御するためのカムを備えたダブルバルブ蛇口用でした。蛇口が機能しなかったため、主要な固定具メーカーによって拒否され、Moenは円筒形の設計に移行しました。その経験から、彼はピストン動作でユーザーに希望の温度の水を与える蛇口を作成することを決心しました。 1940年から1945年の間に、彼はいくつかの蛇口を設計し、最終的に最初のシングルハンドルを販売しました 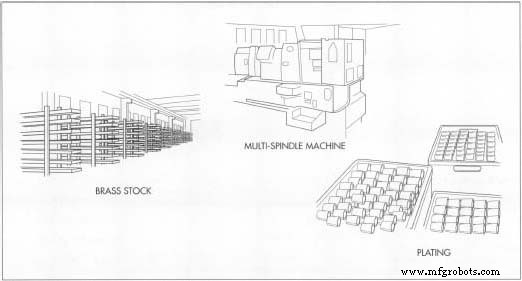 6rassストックを使用して、マルチスピンドルマシンが自動的に蛇口部品を形成します。メッキは、保護コーティングの層を追加することで耐久性を高めます。 1947年後半にサンフランシスコで地元の配管業者に蛇口を混ぜました。 1959年までに、Moenのシングルハンドル蛇口は、米国の数十万の住宅に設置され、世界の約55か国で販売されました。今日、シングルハンドルの蛇口は非常に人気があり、アメリカの家の40%以上で見つけることができます。
6rassストックを使用して、マルチスピンドルマシンが自動的に蛇口部品を形成します。メッキは、保護コーティングの層を追加することで耐久性を高めます。 1947年後半にサンフランシスコで地元の配管業者に蛇口を混ぜました。 1959年までに、Moenのシングルハンドル蛇口は、米国の数十万の住宅に設置され、世界の約55か国で販売されました。今日、シングルハンドルの蛇口は非常に人気があり、アメリカの家の40%以上で見つけることができます。
Moenは、交換可能なカートリッジ(蛇口のワッシャーをなくす)、スクリーンエアレーター、プッシュボタンシャワーバルブダイバーター、スイベルスプレー、圧力バランスシャワーバルブ、フロー制御エアレーターなど、生涯で他のいくつかの発明を思いつきました。しかし、蛇口の改良に関心を持ったのはモーエンだけではありませんでした。 1945年、ランディスH.ペリーは蛇口用の最初のボールバルブを設計しました。その目的は、バルブ要素を密閉するためのシンプルで効果的な手段を備えた、ボリュームとブレンドの組み合わせ制御を提供することでした。デザインも簡単に修理できます。
ペリーのボールバルブの特許は1952年に発行されました。その後まもなく、アレックスマヌージアンは特許の権利を購入し、1954年に最初のデルタ蛇口を導入しました。デルタシングルハンドル蛇口は、ボールバルブ設計を最初に使用したものであり、非常に成功しました。製品が発表されてからわずか4年後の1958年までに、Deltaの売上高は100万ドルを超えました。
約20年後、セラミックディスクがWolveringBrassから水管理用の特許を取得しました。水路でゴムを使用するカートリッジとは異なり、セラミックディスクは、ライトバンドでのみ測定できる平坦度までラップ仕上げおよび研磨されています。このようなディスクは、耐摩耗性が高く、より正確な制御を提供するため、はるかに長持ちします。これらのディスクまたはバルブは現在広く使用されています。
その他の最近の革新には、塩素、鉛、および嚢胞を減らすための組み込みフィルターカートリッジが含まれます。ビルトインプルアウトスプレー;障害を持つ人々のために設計された蛇口。と電子蛇口。後者は、保存と衛生の目的で1980年代初頭に導入されました。これらの蛇口には赤外線ビームが装備されています。人が蛇口の下に手を置くと、ビームが遮断され、水がオンになります。近年、電池式の電子蛇口も利用できるようになりました。
原材料
銅と亜鉛の合金である真ちゅうは、軟水腐食と硬水石灰化に耐性があるため、蛇口に最も広く使用されている材料です。通常、加工を容易にするために、ビスマスなどの合金元素が含まれています。真ちゅうは、蛇口のサイズに応じて、直径0.13-2インチ(0.33-5 cm)の棒材として受け取られます。蛇口を構成する他のコンポーネントの大部分は、他の金属またはセラミックでできており、他のメーカーから完成品として受け取られます。
デザイン
さまざまな消費者のニーズを満たすために、蛇口にはさまざまなスタイル、色、仕上げがあります。人間工学に基づいた設計では、注ぎ口の長さが長くなり、ハンドルの操作が簡単になる場合があります。蛇口の形状とその仕上げは、製造プロセスに影響を与えます。一部のデザインは、他のデザインよりも機械加工や鍛造が困難になります。別の仕上げプロセスを使用して、別の外観を実現することができます。
住宅所有者には、ブラッシュドニッケル、ポリッシュドニッケル、サテンブラック、ゴールド、プラチナ、さまざまな色などの特別な仕上げが用意されています。消費者はまた、複数のタイプの仕上げを組み合わせて、蛇口の外観をカスタマイズするようになりました。保証期間が長くなり、より多くの機能を利用できます。消費者への価格は2000年の春に40ドルから500ドルまでの範囲でした。
製造プロセス
蛇口の製造プロセスは高度に自動化されており、コンピューターがほとんどの機械を制御しています。したがって、生産性と効率は長年にわたって向上しています。基本的なプロセスは、蛇口の本体を形成し(スイベルが不要な場合は注ぎ口を含む場合もあります)、仕上げを施し、さまざまなコンポーネントを組み立ててから、検査と梱包を行います。蛇口業界は、特別なプロセスの開発を必要とする環境規制の影響も受けています。
フォーミング
-
1蛇口本体の作成には2つの方法があります。ほとんどのメーカーは、機械加工プロセスを使用して、ボディを必要なサイズと寸法に成形します。これには、最初にバーを短いスラッグに切断し、それらをマルチスピンドルおよび多軸設計のコンピューター化された数値制御マシニングセンターに自動的に供給することが含まれます。この機械は、調律、フライス盤、および穴あけ作業を実行します。部品を作るのに通常約1分かかります。
より大きな蛇口は、多くの機械加工操作を必要とする場合があります。たとえば、ロータリーマシニングセンターを使用する一部の厨房蛇口本体には、32を超える機械加工操作が必要です。適切な機械を使用すると、部品を作成するのにわずか14秒かかる場合があります。キッチンの蛇口用のキャストスパウトなどの一部の部品も、組み立て前に別の操作で機械加工されます。
- 2一部の蛇口メーカーは、機械加工の代わりに熱間鍛造を使用しています。この方法では、無駄がほとんどなく、約3秒でニアネットシェイプを作成できるためです。鍛造とは、金属を何らかの形で変形させて成形するプロセスです。熱間鍛造では、加熱された金属が蛇口本体とほぼ同じ形状のダイに押し込まれます。ダイが完全に金属で満たされていることを確認するために、圧力を数秒かけてゆっくりと上げます。正確な寸法を作成するために必要な機械加工はわずかです。
仕上げ
- 3機械加工後、部品は仕上げプロセスの準備が整います。水と接触するこれらのコンポーネントは、残っている鉛を除去するために最初に特別な表面処理を必要とする場合があります。これには、真ちゅうの表面から鉛分子を除去する浸出プロセスが含まれます。この材料は腐食に対して最も耐性があるため、従来の仕上げはクロムです。最初に電気メッキされたニッケルのベースコーティングが適用され、次に電気メッキされたクロムの薄いコーティングが適用されます。クロム層は、耐食性を向上させる特定の添加剤を含むめっき浴から堆積されます。
- 4真ちゅうメッキを使用する場合は、耐久性を向上させるために透明なポリマーコーティングが施されています。白やその他の色の仕上げの場合、帯電した環境で、色が追加された同様のポリマーまたはエポキシプラスチックが蛇口にスプレーされます。その後、両方のコーティングが熱硬化されます。
- 5真ちゅうの磨き上げられた外観を実現するために、物理蒸着が使用されます。
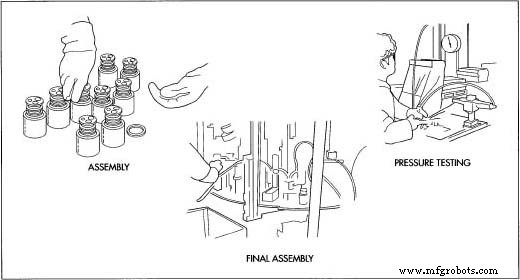 部品が組み立てられたら、圧力テストが行われます。真空チャンバー内の金属コーティング。このチャンバーには4つのコンポーネントがあります。汚染物質のない制御された環境を提供する真空ポンプ。いくつかの種類のガスを放出するタンク。ターゲットロッドは金属源として機能します。蛇口の部品を保持するためのラック。ターゲットは、ジルコニウムなどの耐食性材料で作られています。
部品が組み立てられたら、圧力テストが行われます。真空チャンバー内の金属コーティング。このチャンバーには4つのコンポーネントがあります。汚染物質のない制御された環境を提供する真空ポンプ。いくつかの種類のガスを放出するタンク。ターゲットロッドは金属源として機能します。蛇口の部品を保持するためのラック。ターゲットは、ジルコニウムなどの耐食性材料で作られています。 - 6電気アークがターゲットを加熱して材料を蒸発させ、次に蛇口の表面に高速で衝突し、ガスの混合物と反応します。 1つのガスが色を提供し、別のガスが耐食性を提供します。対象物質がこれらのガスと結合すると、蛇口部分に付着し、実質的に破壊されない結合を形成します。一部のメーカーは、コーティングの均一な分布を提供するために、ターゲットの周りにスパイラルコイルを使用しています。
アセンブリ
- 7メッキ後、部品は組み立てられるまでビンに保管されます。組み立てには、手動プロセスと自動プロセスの両方が含まれる場合があります。一部の蛇口では、事前に潤滑されたゴム製シールまたはOリングが手作業で取り付けられています。
- 8最後に、蛇口とその他のコンポーネントが最終組み立てに送られます。このプロセスは、正確に制御される回転式組立機で、またはロボットによって行われます。スプラウトが分離している場合は、最初に取り付けられ、次にセラミックカートリッジが取り付けられます。このカートリッジは、空気圧ガンを使用して真ちゅうで所定の位置にねじ込まれ、次にハンドルが手で取り付けられます。組み立て前に銅管を取り付ける場合があります。組み立て後、蛇口は最終的な設置に必要な他のコンポーネントと一緒に箱に梱包されます。
品質管理
最初の部品が機械加工された後、それがすべての寸法に一致することを確認するために設計図と照合されます。ゴーノーゴーゲージは、内ネジと外ネジがぴったり合うようにするために使用されます。機械加工が自動化されているため、ランダムサンプルがより重要な寸法についてチェックされます。メッキの前に、部品の表面の欠陥がないか目視でチェックされます。表面の欠陥は、サンディングによって除去されます。最終組み立て後、すべての蛇口は空気で漏れがないか圧力テストされ、耐久性がテストされます。
蛇口はまた、いくつかの環境規制に合格する必要があります。 National Sanitation Foundation 61の規制は、飲料水中の汚染物質(鉛はエンドポイントデバイスからの水中の1Ippb [parts per billion])を制限し、キッチンの蛇口、洗面所の蛇口、および飲料水ディスペンサーに適用されます。他の法律はより厳格です—カリフォルニアの提案65は、消費者用蛇口の許容鉛を5ppbに制限しています。対処する配管コードもありますが、これは都市ごとに異なります。現在、多くの人が火傷防止の浴槽とシャワーの蛇口を必要としています。
蛇口のNSF認証を取得するには、メーカーはまず、製品に使用されている配合を含むすべての材料のリストを提出します。次に、NSF毒物学者は、材料の配合を確認して、蛇口から飲料水に抽出される可能性のある潜在的な汚染物質を特定します。次に、NSFは製造施設の検査を実施して、材料の配合、材料のサプライヤー、品質管理手順、および操作を検証します。製品サンプルは、NSFラボでのテスト用にランダムに選択されます。
蛇口は厳格な3週間のテストシーケンスを受け、標準で指定された抽出水で満たされます。選択された水サンプルは、汚染物質について分析されます。 NSF毒物学者は、汚染物質レベルをANSI / NSF規格61で確立された最大許容レベルと比較します。製品のすべての汚染物質レベルが規格の要件を満たしている場合、製品は認証を受けることができます。その場合にのみ、製造業者はNSF認証を意味する製品にNSFマークを表示することが許可されます。認定を受けるために、一部のメーカーは、より純粋な真ちゅう材料への切り替えや仕上げすすぎプロセスの追加など、製造プロセスを完全に変更する必要がありました。
副産物/廃棄物
機械加工または鍛造プロセスで発生した金属くずはリサイクルされます。仕上げ工程では廃棄物が発生する可能性があり、リサイクルによって廃棄または最小限に抑える必要があります。プロセスの大部分が自動化されているため、無駄が最小限に抑えられます。
未来
蛇口メーカーは、消費者の高まる需要を満たすために、価値と品質を追加し続けます。スタイルの数と価格の範囲は拡大し、リフォームが激化するにつれてハイエンド製品の人気が高まります。ヨーロッパは、デザイン部門で米国をリードし続け、よりモダンなスタイルと色を提供します。全体的な製造プロセスはほぼ同じですが、より多くの自動化が使用されます。
PVD技術を使用して製造された新しい仕上げは、消費者がこれらの仕上げがスタイルと耐久性の両方を提供できることを認識しているため、より広く利用できるようになります。これは、クロムメッキよりも高価であるため、製造業者がプロセスの経済性を改善する必要がある場合があります。消費者が内蔵フィルターの利点を理解するにつれて、ろ過の人気は蛇口にまで広がります。最終的には、これらのタイプの蛇口が標準になります。
電池式の電子蛇口への傾向は続くと予想され、全体的な価格の下落により、商業市場は拡大するはずです。技術は進歩し続け、これらの蛇口は修理が容易になり、光ファイバーによって操作が改善されます。このような技術と価格の向上により、電子蛇口はまもなく住宅市場にも参入するでしょう。
全体として、配管業界は引き続き統合されるため、メーカーは柔軟性を維持する必要があります。インターネットは市場で役割を果たし続け、いつの日か蛇口メーカーは彼らの製品をオンラインで消費者に直接販売するかもしれません。
製造プロセス