


チェンバロ
背景
チェンバロは、ピアノの傑出した古典的な祖先です。大きな翼の形と呼ばれるその形は、グランドピアノの同様の形の何百年も前に開発されました。しかし、チェンバロの操作とその歴史は、その子孫のものとは大きく異なります。
ピアノ奏者は、ピアノの中でしっかりと伸びた弦を叩くキーを指で弾き、叩いた弦のダイナミクス(ラウドネス、ソフトネス、音色の長さ)を変える足でペダルを踏むことで音楽を作ります。チェンバロ内では、キーの背面はハンマーではなく、スイングするタンを含む垂直スロットを持つ垂直ジャックに取り付けられています。舌はピック、またはピックをつかみます。プレーヤーの指がキーを押すと、ジャックが上がり、ピックが持ち上げられて弦を弾きます。弦を越えてフォールバックすると、揺れる舌が動き、弦に触れて音を出すことなく弦を通過します。軽量のスプリング 舌を元の位置に押し戻すので、ピックはそのキーの次のストロークで弦を引っ張る準備ができています。チェンバロの歴史の最初の500年ほどでは、ピックは七面鳥、鷲、カラス、またはカラスの羽からの羽ペンでした。その後、ピックは革またはプラスチックでできていました。弦を弾いた後(ピアノの弦ほどしっかりと縛られていない)、ジャックにはリリース装置があり、弦を静止位置に戻します。チェンバロの音色は、弦がその長さに沿って弾かれる場所と、ピックを構成する素材によって異なります。チェンバロには、そのダイナミクスを変更するためのペダルがありません。弦を弾いた後、その音はすぐに消えます。大きなチェンバロは強弱の変化をよりよく生み出すことができましたが、ピアノで可能な強弱の範囲に近づくことはできませんでした。
ハープシコードのダイナミクスの明らかな制限により、ハープシコードを書いた作曲家は創造的であり、熟練したプレーヤーもある程度ダイナミクスを強化することができます。作曲家は、トリルやその他の装飾で満たされた音楽を使用して、より連続的なサウンドを作成しました。プレーヤーは、レガートと呼ばれる結合および分離された音を作ることを学びます およびスタッカート。 ダイナミクスの欠如がチェンバロを制限しているように見えますが、楽器は独特の美しい音色を持っており、プロのミュージシャンや他のファンが自宅でエレガントな楽器を求め、独自のチェンバロを作成するためのキットを購入することもできます。
チェンバロのケースは美しく形作られ、歴史的に、エレガントに装飾され、塗装されてきました。しかし、ケースはサウンドにとっても重要です。ケースには5つの部分があります。プレーヤーの左側の長い直線側が背骨です。短い方の端もまっすぐで、尾と呼ばれます。プレーヤーの右側の曲がった側は、長くて緩やかな曲線を形成します(翼の形の下側のように)。頬と呼ばれるもう1つの短くまっすぐな部分は、プレーヤーのすぐ右側にあります。楽器を閉じる底部は、キーボードの構造的基盤と音響的基盤の両方を形成します。レスプランクは、キーボードを所定の位置に保持して下部に固定するもう1つの木製コンポーネントです。ケースは弦の張力に耐える強度を提供する必要があるため、内部には、張力のバランスをとるためのブレースシステムが含まれています。
歴史
チェンバロの歴史は、楽器の種類、それが作られ演奏された世紀、そして国立学校によって区別されます。最も重要な国立学校は、フランス語、イタリア語、ドイツ語、フラマン語、英語です。チェンバロの近親者には、クラヴィコード、ヴァージナル、ラウテンヴェルク、クラヴィコード、スピネット、そしてもちろん、後の楽器であるピアノが含まれます。これらの最初のものであるclavicymbalmは、イタリアのパドヴァで1397年にさかのぼる文書で言及されています。現存する最古の鍵盤は1521年にイタリアのボローニャで建てられました。1514年にチェンバロと呼ばれる最も初期の楽器が言及されました。長さが短く、ケースが厚く、いわゆるシングルマニュアルでした。 1セットのキー。現代のオルガンのように2セットのキーとオルガンのようにストップを備えたダブルマニュアルと呼ばれる楽器は、ほぼ同時に知られていました。たとえば、1530年にイギリスのヘンリー8世の宮廷の費用の中にリストされたチェンバロは、「4つの停留所がある1つの金庫に1組の処女」と呼ばれていました。マニュアルのセットは、合唱団と呼ばれる文字列のセットと内部的に一致していました。つまり、1つのマニュアルには1つの合唱団があり、2つのマニュアルは2つの弦の合唱団に接続されていました。
イタリアのベニスとベルギーのアントワープは、16世紀と17世紀のチェンバロの2つの生産拠点でした。ベネチアンスタイルは、ヒノキの木で作られた長くて薄いボディを持ち、華やかに装飾されたアウターケースを持っていました。ヴェネツィアの楽器には、長さ8フィート(2.4 m)の合唱団が1つ、または長さが8フィート(2.5 m)の合唱団が2つありました(合唱団の長さと鍵の深さの合計は、ハープシコード)。アントワープに本拠を置くフランドルの学校は、ラッカーズ家によって率いられました。彼らは、より厚いボディ、塗装されたケース、二重の聖歌隊とマニュアルを備えたチェンバロとヴァージナルの両方を構築しました。ラッカーズのチェンバロは、その美しい響きと音色で高く評価され、ヨーロッパ全土に輸出されました。イギリスとフランスでは、ラッカーズの作品が人気があり、コピーされました。フランスのブランシェ家は、さらに精巧に塗装され、漆塗りされた独自のバージョンのラッカーズチェンバロを作りました。 1750年までに、彼らはフランスの宮廷の公式のチェンバロ製作者になりました。
ドイツ人も貴重な楽器を作りました。ハンブルクは彼らの製造の中心地であり、彼らは追加のレジスター、ペダルタイプのキーボード、そして3セットのマニュアルによって撥弦楽器の5つの合唱団の多くを備えた大きくて重い楽器を好みました。これらの楽器は、おそらくチェンバロの最も偉大な作曲家であり、その友人であるヨハン・セバスチャン・バッハ(1685-1750)によって支持されたものでした。イングリッシュスタイルの楽器は、コンチネンタルスタイルの絵画や装飾がなく、ケースはクルミやオークのベニヤに面していました。
1800年代初頭までに、チェンバロは人気を失い、ピアノの人気はますます高まっていました。 1809年から20世紀に入るまで、チェンバロはヨーロッパやアメリカでは演奏されませんでした。産業として、ハープシコードの製作は、楽器製作者が国立学校、そして主に18世紀の偉大な歴史的なハープシコードを再現することに誇りを持っている現在の現代の復活まで単に消えました。
原材料
チェンバロを構成する主な素材は木です。アメリカの木のバスウッドと黄色のポプラ、北ヨーロッパのリンデン、およびヨーロッパのチューリップポプラからの木材は、ドイツのチェンバロを除くほとんどのタイプのチェンバロケースを作るために使用されます。ドイツ風の楽器のケースはすべて松で作られています。アメリカのメーカーはポンデローサマツを使用しています。ケース内の構造支持には、オーク、メープル、ウォールナット、ブナ、スプルースなどの硬い木材が使用されています。
伝統的に、響板はノルウェーのトウヒで作られています。ノルウェーのトウヒは、北イタリアのアペニン山脈まで南にあるヨーロッパ大陸の大部分に生えています。アメリカの種であるイングルマンスプルースは、ノルウェーのスプルースに似ており、米国で使用されることもあります。モミの木も時々使われます。多くのアメリカのメーカーがノルウェーのトウヒを輸入していますが、汚染がトウヒの森を脅かしているため、供給はますます制限されています。
その他の素材には、キートップ用のエボニー、バスウッド、アイボリーなどがあります。動物用接着剤が使用され(現代の合成接着剤も機能しません)、弦には金属が使用されています。真ちゅう製のワイヤーは、鍛造プロセスで描画されます。チェンバロメーカーは地元の真鍮の創設者と協力して、製造プロセスが正しいことを確認します。その他のハードウェアには、木ネジ、ヨーロッパのサプライヤーが製造したターニングピン、大量に購入されるジャッキやジャッキスライドなどのチェンバロアクションの部品、ピアノ製造にも共通のフック、「バラ」(装飾品)が含まれます。響板の開口部を覆う)。
チェンバロを仕上げるために、天然木にニスを塗って磨くことができますが、ほとんどのチェンバロの外側は塗装されており、塗装はジェッソ仕上げを施すことから始まります。ジェッソは、細かく砕いたチョークと接着剤の混合物です。着色された絵の具は、通常、ジェッソの上に塗られ、高い光沢を生み出す顔料と油で作られた、いわゆる「日本色」です。多くのコートを使用することができます。革のバラは金メッキされており、金メッキの作品は塗装されたトリムや他の装飾の一部である場合もあります。
デザイン
チェンバロのデザインは、伝統と既存の歴史的な楽器にのみ基づいています。つまり、新しいチェンバロのパターン、スタイル、サウンドなどはありません。ハープシコードビルダーは既存のデザインを調整しますが、歴史的な資料が入手できないか、望ましくないため、これらのほとんどは必要ありません。たとえば、過去には鉛ベースの塗料がチェンバロの装飾に使用されていましたが、健康や環境上の理由から、これらはもはや望ましくありません。
既存のチェンバロ、たとえば1707年にパリで製造された楽器を再現するために、チェンバロメーカーは、1707モデルが現在収容されている博物館または機関から図面と測定値を取得します。博物館の専門家はしばしば歴史的な楽器を復元し、チェンバロの構造を分析するために現代の技術を使用しました。 X線は内部ファスナーの種類を識別するのに役立ち、光ファイバーを使用してバラを通り抜けて機器の内臓を調べることができます。
データが存在しない場合、ビルダーは機器の詳細な検査を行う許可を要求することがあります。ビルダーは、幅を測定し、次に他の部分の比率を測定することから始めて、楽器のすべての目に見える部分の図面を作成します。ビルダーは、1707チェンバロが古いインチシステムで構築されていることを覚えておく必要があります。そのため、元の構造から入手できる情報はすべて、現在使用されている測定システムに変換する必要があります。元のビルダーは、各構造を文書化するためにすぐに利用できる紙を持っておらず、おそらくメモリまたはガイドラインのマスターブックに依存していました。現代のメーカーは、単純にプロポーショニングするだけで、ケースの部品(幅、長さ、弦の長さ、内部の形状など)を±0.03インチ(±1mm)以内で測定できます。これは、現代の手仕事の許容範囲内です。オリジナルよりも正確である必要はありません。時々、ビルダーはデザインや修復を酷使し、正確すぎることによってそれを台無しにする可能性があります。
製造プロセス
- チェンバロの製作は、注文したチェンバロの種類に基づいて木材を選択することから始まります。前述のように、国のスタイルやモデルによってさまざまな種類の木材が使用されており、それらは確かに完成した楽器の音質に影響を与えます。木材は、反りやカールの原因となる自然の含水率を減らすために、少なくとも2年間熟成させる必要があります。曲がっている側(曲がっているケースの側)は、ジグに合うように蒸気で曲がっています。これは、特定の機器に適した曲がった事前に構築されたフォームです。
チェンバロメーカーの店はキャビネットメーカーの店に似ており、チェンバロの構造は造船やキャビネット作りと多くの共通点があります。木材を蒸して特定の曲線に成形するプロセスは、船の湾曲した船首を構築する造船業者の技術の一部です。チェンバロの小片を彫って取り付けるプロセスには、キャビネットメーカーまたはマスターウッドワーカーのスキルが必要です。店内には飛行機、ノミ、やすり、やすりなどのキャビネット作りの道具もたくさんあります。現代のチェンバロビルダーの店と18世紀の店の主な違いは、現在の店に電動工具、特にバンドとテーブルソーが存在することです。
他の小さなピースも、曲げられた側が作られている間に、小さなジグのセットで蒸気曲げによって切断され、湾曲されます。ケースの他のセクションはまっすぐです。これらには以下が含まれます
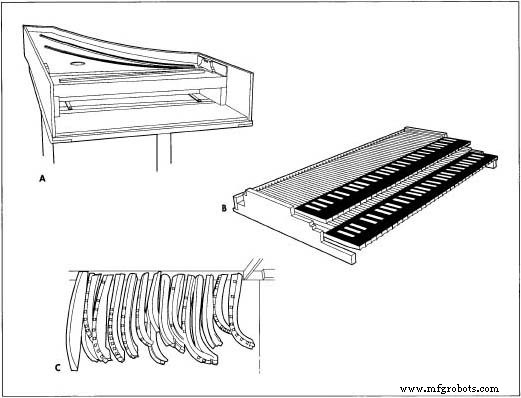 A。サウンドボード付きチェンバロ。 B.ダブル手動キーボード。 C.ジグ。尻尾、頬、フロントエンド、レスプランク(楽器の上部を横切り、背骨を頬に接続する重い木のスラブ)、およびコーナーキー(ケースのコーナーを補強するために使用される強化ブロック)手作業でカット、フラット化、フィットさせます。ケースの側面がすべて組み立てられると、チェンバロの輪郭が完成します。
A。サウンドボード付きチェンバロ。 B.ダブル手動キーボード。 C.ジグ。尻尾、頬、フロントエンド、レスプランク(楽器の上部を横切り、背骨を頬に接続する重い木のスラブ)、およびコーナーキー(ケースのコーナーを補強するために使用される強化ブロック)手作業でカット、フラット化、フィットさせます。ケースの側面がすべて組み立てられると、チェンバロの輪郭が完成します。 - サウンドボードは、非常に薄い木の大きな部分で作られた精巧な構造です。このピースは、厚さが0.08〜0.09インチ(2.5〜3 mm)の一連のスラットで構成されています。スラットは一緒に接着され、パターンまたはテンプレートがサウンドボードにマークされて形にカットされます。楽器を演奏するときに響板がブーンという音を立てないように、響板がぴったりと収まり、内側にカーブまたはクラウンがなければならないため、形状はチェンバロの場合よりもわずかに大きくなります。サウンドボードは最初に楽器に取り付けられます。後で、それはケースの内側のライナーに接着されます。同様に精巧なリブのスキームがサウンドボードをサポートし、その曲率を保持します。カットオフバーと呼ばれる大きなリブも所定の位置に取り付けられています。サウンドボードを強化し、ハープシコードの音響的または音を生成するくぼみを高音と低音の2つの領域にカットします。リブは帯鋸でカットされ、手で形作られ、先細になっています。ブリッジはサウンドボードに接着され、接着剤が乾くまで、各ブリッジに沿った大きなクランプのように機能し、ブリッジの曲率に合うように多数の接点を持つゴーバーのシステムで固定されます。橋が固定された後、バラの穴も響板に開けられます。
- チェンバロケースの製作を続けながら、手塗りができるように、蓋とフロントフラップが楽器に取り付けられています。楽器のスタイルによっては、サウンドボードを手描きにすることもできます。塗装が完了すると、真ちゅう製のバラがバラの穴に取り付けられ、布のストリップで支えられます。隣接する塗装装飾品への損傷を防ぐために細心の注意を払って金メッキされています。バラとその開口部は、音響的な目的があると誤って考えられていますが、チェンバロは実際には閉じた楽器です。一部のメーカーは、塗装後、設置前に響板を日光で乾燥させ、後の経年劣化や乾燥時に亀裂が発生しないようにする方法として、響板をわずかに収縮させています。
- ハープシコードケースには、この時点ではまだ下部または上部(サウンドボード)が取り付けられていません。フレーミングとブレースのシステムは、ケースの形状を維持し、サウンドボードをサポートするために、所定の位置にカットされ、手で取り付けられています。下部のフレームピースは、ケースを強化するために、曲がった側から背骨まで楽器の底を横切っています。ケースにはライナー(ケースを構成する部品と同様の部品のコレクション)もあり、上部と下部の両方からはめ込まれています。ライナーは、サウンドボードをサポートするための棚を提供します。ただし、ハープシコードのフロントエンドでは、サウンドボードが上部のベリーレールによってサポートされています。レールは、弦を固定する追加の内部の木片です。ライナーセクションがケースの側面に接着された後、上部フレームメンバーが所定の位置に接着されます。それらは、サウンドボックスの上部の構造的完全性を保持するために、曲がった側から背骨に交差します。
- チェンバロの底は、木ネジと接着剤の組み合わせで所定の位置に配置されます。蓋は主に外観のために一枚の木で作られていますが、底はまだ楽器の音響部分です。取り付けを簡単にし、音の特性を高めるために、2枚の木でできています。楽器の後ろ(下腹部レールから尾まで)では、木目が縦に走っています。ベリーレールの前からチェンバロの前まで、木目が楽器を横切って走っています。 2つのピースはベリーレールに沿ったジョイントで合流します。
- サウンドボードは所定の位置に接着されています。ゴバーはライナーに沿った多くの場所でそれをクランプし、ポニークランプはサウンドボードの前端を上部ベリーレールの上部に固定します。接着剤が乾いたら、ヒッチピンを取り付けて、楽器をひもでつなぐ準備をします。ただし、最初に、ケースの外側(蓋とフラップの取り付けを除いて完成しています)は、最終的な表面仕上げのために準備する必要があります。塗装された響板はプラスチックシートで保護されており、楽器の他の表面はチョークと接着剤の混合物であるジェッソでコーティングされています。ジェッソは木材を密閉し、最終仕上げのベースを提供します。
-
別の別個の操作では、キーブランクとキーフレームがカットされます。フレームはほぞ穴とほぞ穴のジョイントで構成されています。今日再現されているチェンバロのほとんどは「ダブルマニュアル」であり、2つのキーボードを持っていることを意味します。詳細なキーボードパターンは、各キーボードに使用される単一の木材にマークされています。パターンは、キーの穴の位置とキーの形状を示しています。穴が開けられ、キーはカットされる前に前面に沿って仕上げられます。鋭いカットに印を付け、バンドソーを使用してキーをカットする前に、自然キーのメッキ(表面カバー)をブランクに接着します。 2つの鍵盤のセットには1,008の穴が必要であり、チェンバロの鍵盤はピアノよりも間隔が狭いため、鍵盤を作るには集中力と卓越したスキルが必要です。シャープの前面に沿ったクロスカットが行われ、トリミングされ、シャープのメッキがトリミングされ、ナチュラルの前面がアンダーカットされているため、軽量でフレームのバランスが良くなっています。
ナチュラルはキーフレームに取り付けられ、水平になっています。次に、シャープのキーがナチュラルの間に取り付けられ、水平になります。鋭い立ち上がり(鋭いキーの隆起した部分)は、各鋭い最後に接着されます。チェンバロの鍵盤のメッキもピアノのメッキとは異なります。フランス、ドイツ、フランドルの楽器は、自然に黒檀またはツゲの木のメッキが施され、シャープには象牙が施されています。イタリアの楽器だけが白またはアイボリーのナチュラルと黒のシャープを好むようです。この違いは、キーの間隔が狭いことに加えて、チェンバロに工場で作られたピアノのキーを使用することを不可能にします。
-
キーを仕上げるには、フェルトをキーの背面に接着し、各キーの間を切り離してトリミングします。上部のキーの両端にはウェイトがあり、ピンでガイドされます
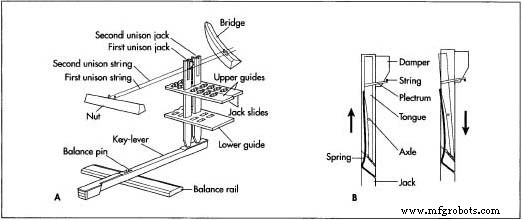 A。ハープシコードメカニズム。 B.キーを押すと、キーの後ろにあるジャックが上がります。離すと、ジャックが下に移動し、ピックが弦に当たるようになります。キーのスロットを介して。下部キーのガイドシステムは、ラックのスロットに収まる各キーの背面にピンが付いた背面のラックです。ピアノブリッジピンはチェンバロでヒッチピンとして使用でき、ピアノセンターピンはブリッジピンとして機能し、ツィターピンはチェンバロチューニングピンとして使用されます。
A。ハープシコードメカニズム。 B.キーを押すと、キーの後ろにあるジャックが上がります。離すと、ジャックが下に移動し、ピックが弦に当たるようになります。キーのスロットを介して。下部キーのガイドシステムは、ラックのスロットに収まる各キーの背面にピンが付いた背面のラックです。ピアノブリッジピンはチェンバロでヒッチピンとして使用でき、ピアノセンターピンはブリッジピンとして機能し、ツィターピンはチェンバロチューニングピンとして使用されます。 ハープシコードが張られ、弦を弾くジャックが取り付けられてから、キーが楽器に取り付けられ、ジャックに接続されて楽器の動作が完了します。楽器は、ピックの先端を少しトリミングし、アクションを調整することで、濁り(調整)されます。
- ケースの装飾は、ケースのモールディングを追加し、外装の塗装を完了し、モールディングを金メッキすることで完了します。他の金のバンドも楽器の側面に適用される場合があります。外装仕上げが完了した後、蓋とフラップはヒンジで固定され、機器に取り付けられます。チェンバロは、脚が付いていないという点でもピアノとは異なります。別の木工および仕上げ作業では、スタンドまたはL字型のサポートが機器の外部に一致するように作成されます。
- 各チェンバロは完成時に出荷されます。キルティングファブリックカバーを使用して機器を完全に包み、パッド入りのファブリックシートがスタンドを保護します。ピアノの発動機または他の経験豊富な発動機が楽器を扱います。これは30,000ドル以上の価値があります。
品質管理
チェンバロは、芸術家が芸術家のために作成したものです。チェンバロの製作者は、多くの支援工芸の熟練した木材労働者、画家、芸術家です。彼らはまた、楽器を自分で演奏し、チェンバロの音に特有の作品を書いた偉大な作曲家の音楽を愛情を込めて再現する仲間のミュージシャンに大きな敬意を払っています。この点を単一のチェンバロの構築のあらゆる側面に戻す能力は、非常に効果的な品質管理です。
副産物/廃棄物
チェンバロメーカーは通常、国立学校のスタイルやチェンバロの歴史のさまざまな時代にさまざまなモデルを作成します。家庭の職人のためのチェンバロキットの製造は別の産業であり、ほとんどのチェンバロメーカーはキットの実験からクラフトを学んだかもしれませんが、キットも製造していません。また、手作りのチェンバロパーツを他の人に供給していません。部品(ジャック、キーフェルト、ワイヤーなど)は、専門のサプライヤーから購入するか、チェンバロメーカーが個人使用のために独自の部品を製造することができます。
廃棄物は非常に限られています。一部の木くずが発生しますが、これらの希少な木材の価値は、木材労働者にそれらを効率的に使用するよう促します。また、必要な量だけ手作業で混合されているため、塗料、ジェッソ、その他の仕上げ用品の無駄もほとんどありません。美しい楽器を製作するための秘訣は、小さなミスが増えて製作の完了や楽器の発声や演奏が困難にならないように、プロセスの早い段階で特に注意することです。
安全性は、電動工具の操作とチェンバロの表面仕上げにおける問題です。電動のこぎりやサンダーなどの電源や工具には注意が必要です。木工中にほこりが発生する場合、職人はマスクを着用し、時には呼吸器を着用します。すべての塗装は、換気された塗装室で行われます。
未来
チェンバロの未来は今のところ安全なようです。チェンバロキットの開発により、楽器の声、そのようなプロジェクトの手作りに自分のスキルを使用する機会、そして壮大な音楽の歴史を所有する機会を愛する新しい愛好家のグループが育ちました。幅広い人々が、同様の評価からプロの建築業者からチェンバロを購入しています。米国では約25人のプロのチェンバロ製作者が活躍しており、米国では大学、オーケストラ、その他の音楽団体、個人プレーヤー向けに年間約100台の楽器が製造されています。
チェンバロメーカーのジョン・フィリップス(チェンバロキットから始めた独学のビルダー)によると、チェンバロの将来に対する最大の潜在的な脅威は、特に米国における音楽文化のレベルです。学校での音楽教育は費用の関係で削減されており、ほとんどの家族にとって私立の音楽訓練は費用がかかることは間違いありません。しかし、子供たちが素晴らしい音楽を鑑賞し、チェンバロのようなあまり馴染みのない楽器を探求するようになるのは、幼い頃からの音楽教育を通してです。一度聞いたら、チェンバロの刺激的な音がほとんど忘れられないという事実に希望があります。
製造プロセス