


木琴
背景
木琴は、オーケストラや多くの楽器グループの打楽器セクションのコンポーネントです。その独特の音、比較的希少性、そして外観は、リスナーを魅了します。木琴にはマリンバと呼ばれる親しいいとこがいます。両方の楽器は、共鳴器と呼ばれる一連の金属管の上にある木製のフレームに取り付けられた木製の鍵で構成されています。木製の鍵を叩くと、衝撃がチューブを通して共鳴します。木琴はもろくて金属的な音を出しますが、マリンバはリスナーにとってややまろやかで木製です。
木琴とマリンバは音域が異なります。モデルによって異なりますが、木琴は2〜4オクターブを含みます。その最高音はピアノのC-88と同じです。マリンバは2.5オクターブから4.5オクターブをカバーし、C-76が最高音です。これは、マリンバが木琴より1オクターブ低い範囲にあることを意味します。音楽は木琴のためにエフェクト楽器として書かれています。オーケストラやアンサンブルでソロを演奏するために使用されることはめったにありません。マリンバの大きなレゾネーターは、オルガンのように聞こえます。作曲家は、マリンバのためにソロ楽器としてより多くの音楽を書き、その音の範囲は非常に広いので、フルオーケストラのように音楽を作ることができます。
木琴から出る音は、演奏者のスキルに大きく依存します。プレーヤーは木琴を演奏するために立ち、楽器の中央を向きます。彼または彼女は直立し、親指と人差し指の最初の関節の間に木槌(ハンマーまたはビーター)を片手に1本の木槌で保持する必要があります。手首は、マレットをスムーズに上下に動かすために使用されます。手のひらを外側に向けます。アームはキーボードの近くで押さえられており、動かない。シロフォン奏者は、左に1ステップ進むことで低音域を演奏し、右に1ステップ進むことで高音域を演奏します。プレイヤーは常に中央に戻ります。バーやキーの中央に音符が打たれます。フラットとシャープはバーのエッジに沿って打たれますが、フレームに直接置かれているバーの部分は打たれません。木琴の最も低い端が最も広く、最も高い音が狭い端にあります。
木槌は、生成される音にとっても重要です。楽器奏者は、必要な音量と音楽の特徴に応じて、他の楽器に溶け込むか、他の楽器の上に投影する適切なマレットを選択する必要があります。木琴奏者は通常、中、硬、または超硬ゴムのいずれかで作られたゴム槌を使用します。マリンバ奏者は、柔らかいゴムまたは中程度の柔らかい織り糸の木槌を使用します。
マレットグリップは、マレット楽器を演奏するための適切なテクニックにとって重要です。プレーヤーはリラックスした状態を保つ必要がありますが、完全に制御されている必要があります。動きやすさや流れやすさは、生成される音にとって非常に重要です。両手はマレットを同じように保持します。これは「マッチドグリップ」と呼ばれます。各木槌が親指と人差し指の最初の関節の間に保持されるポイントは、ピボットポイントと呼ばれます。他の指は、リラックスしたカールで木槌のスティック部分の周りを曲がります。つまむと音が小さくなり、プレーヤーが疲れます。ピボットポイントにより、木槌は自然に跳ね返り、力は指、手首、前腕の動きを組み合わせて提供されます。プレーヤーは、木槌のボールとスティックまたはハンドルの端との間のバランスのポイントにピボットポイントを配置することを学びます。グリップはスネアドラムを演奏するための右手グリップとほぼ同じです。
木琴のキーボードのバーは、ピアノの黒と白のキーによく似ています。最高の音は、各小節の中央を打つことで得られますが、小節の端では非常に速いパッセージが演奏されます。バーが木琴のコードやフレームを通過する場所では、デッドサウンドが発生するため、これは避けてください。木琴はマレットで叩かれていません。代わりに、マレットの正しいリバウンドは、バーからより丸みを帯びたトーンを引き出します。初心者のプレーヤーは、バーからバーへのリーチの感触を伸ばすために、バーの中心を打つことを学びます。バーから適切な音を出すスキルを高めることで、生徒は使用するバーの部分を拡張して、音と音量を変えることができます。
歴史
木琴は、アフリカとアジアで独自に生まれた古代の楽器です。木の棒はもともと一連の中空のひょうたんの上に置かれ、ひょうたんは金属管によって現代の楽器で生成される共鳴音を生成しました。何世紀にもわたって、木琴メーカーは木の棒を調整する方法に苦労していました。古い方法は、棒を結んだわらの束に配置し、今日でも実践されているように、はしごのようなレイアウトで棒を互いに隣接して配置することで構成されていました。古代の木槌は柳の木でできていて、殴られた端にスプーンのようなボウルがありました。
アフリカのシロフォン奏者は、プレーヤーの首の周りのロープに吊るされたハンマーで軽量の楽器の代わりに撥弦楽器を含む、最も多様な楽器を持っていました。彼らは、ナイジェリアの土鍋やケニア、中央アフリカ、西アフリカの地面にある穴だけでなく、共振器にも木箱を使用していました。彼らはバーとレゾネーターの間にメンブレンを挿入して、楽器にブーンという音を出しました。これらの膜はクモの繭またはタバコの紙でできていました。アフリカ南東部では、Chopiの人々は、サイズと範囲が異なる6つの楽器のグループで木琴を演奏します。
17世紀、アフリカの楽器奏者は木琴を中央アメリカに持ち込み、そこで改造されてマリンバとして知られるようになりました。マリンバはメキシコと中央アメリカ全体で人気があり、グアテマラの国家楽器と見なされています。楽器の移行を担当したアフリカ人も、楽器を調整する効果的な方法を開発しました。彼らは各バーの下側に穏やかなアーチを彫り、バーが正確に調整されるまで彫り続けました。このアーチは「アーチ型ノッチ」と呼ばれ、木琴、マリンバ、および木琴ファミリーの他のすべてのメンバーの調和の鍵となります。
別のタイプの木琴であるトラフ木琴は、インドネシアと東南アジアで発明された古代の楽器の特徴であり、今日でも特にジャワで演奏されています。トラフ木琴のバーは、上部が開いて下部が低音の端に向かって下向きに傾斜している木箱に配置されています。アルトからベースまでのさまざまな範囲のバーを取り外してボックスに挿入できるため、音楽に合わせて範囲を変更できます。トラフ木琴はお気に入りの教育器具です。
木琴の古楽は伝統的で、教師から生徒に受け継がれていました。 15世紀頃に最初に知られ、中央ヨーロッパと東ヨーロッパで開発されたヨーロッパ形式の木琴。おそらくアフリカやアジアの木琴よりもダルシマーと密接に関連していたでしょう。 19世紀に、この民族楽器はバーの列を追加することによって変更されました。 4列が標準になりました。西洋の作曲家は、1800年代半ばまで、木琴を「発見」したり、木琴のためにクラシック音楽を書き始めたりしませんでした。ハンス・クリスチャン・ルンビエは、1873年の「トランビルダー」で木琴の楽譜を書いた最初の西洋の作曲家として歴史書に登場しました。フランスの作曲家カミーユサンサーンス(1835-1921)は、1874年の「死の舞踏」に木琴を取り入れました。スペインの作曲家マヌエル・デ・ファラ(1876-1946)は、「三角帽子」のダンスで木琴を使って打楽器を演奏しました。ロシアの作曲家アラム・イリイチ・ハチャトゥリアン(1903-1978)とイゴール・フィドロヴィッチ・ストラヴィンスキー(1882-1971)は、現代ロシアの作曲への先駆的な試みにおいて、多くの打楽器のタイプを実験しました。 「ガヤネスイート」と呼ばれる彼のバレエからのハチャトゥリアンの「剣の舞」は、挑戦的な木琴の部分を持っており、ストラヴィンスキーのバレエ「ペトルーシュカ」には、この珍しい楽器の彼の最も有名な使用法が含まれています。
現代のミュージシャンは、1960年代に木琴に戻ってきました。 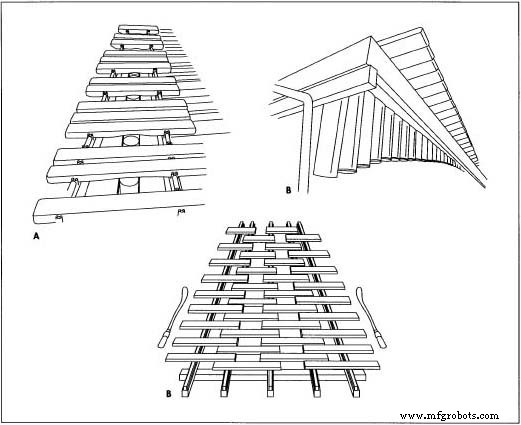 A。キー。 B.レゾネーター。 C.4列の木琴の例。 楽器のために書くことに興味があります。 1961年にIstvn Langが木琴の協奏曲を書き、彼の日本人の黛敏郎が1965年に木琴協奏曲を作曲しました。また1960年代に、木琴のバリエーションである木琴が再発見されました。木琴の音域を広げるために、20世紀初頭に作成されました。アルバン・ベルク(1885-1935)は、1915年に「管弦楽のための3つの小品」を書き、シロリンバの能力を実証しました。 「Hymnody」と呼ばれる別の作品は、1963年にイギリスの作曲家ロベルト・ジェラールによって書かれた室内楽グループでそれを特集しました。 Gerhardはスペインで生まれ、スペインとのつながりを通じてシロリンバについて学んだ可能性があります。彼の作曲には楽器のために2人のプレーヤーが必要でした。
A。キー。 B.レゾネーター。 C.4列の木琴の例。 楽器のために書くことに興味があります。 1961年にIstvn Langが木琴の協奏曲を書き、彼の日本人の黛敏郎が1965年に木琴協奏曲を作曲しました。また1960年代に、木琴のバリエーションである木琴が再発見されました。木琴の音域を広げるために、20世紀初頭に作成されました。アルバン・ベルク(1885-1935)は、1915年に「管弦楽のための3つの小品」を書き、シロリンバの能力を実証しました。 「Hymnody」と呼ばれる別の作品は、1963年にイギリスの作曲家ロベルト・ジェラールによって書かれた室内楽グループでそれを特集しました。 Gerhardはスペインで生まれ、スペインとのつながりを通じてシロリンバについて学んだ可能性があります。彼の作曲には楽器のために2人のプレーヤーが必要でした。
原材料
オーケストラ品質の木琴を作るために必要な材料は、バー用のローズウッドから始まります。学校向けの楽器の中には、合成素材で作られた鍵盤で作られているものもありますが、本物の木琴にはローズウッドの鍵盤が必要です。レゾネーターは、特殊な金属加工業者からも大量に入手されたアルミニウム管から作られています。フェルト、合成、ゴム、木、またはその他の材料のコードまたはパッドは、共振器の上のフレーム上にある節点でキーを支えます。
フレーム自体は、機器の完成した外観に対する顧客および製造業者の好みに応じて、金属または任意の木材で構成することができます。高校や大学の行進のための木琴 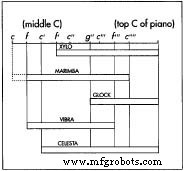 さまざまな打楽器の範囲。 バンドは場所から場所へと運ばれるときに非常に乱用されるため、フレームはパーティクルボードで構成されている可能性があり、損傷した場合は簡単に交換、パッチ、または塗装できます。プロの打楽器奏者が使用する楽器は、通常、熟練した職人によって仕上げられた上質な木のフレームで作られています。ただし、他の木管楽器とは異なり、フレームはシンプルで傷がありません。木材の仕上げには、汚れやニスが使用されます。
さまざまな打楽器の範囲。 バンドは場所から場所へと運ばれるときに非常に乱用されるため、フレームはパーティクルボードで構成されている可能性があり、損傷した場合は簡単に交換、パッチ、または塗装できます。プロの打楽器奏者が使用する楽器は、通常、熟練した職人によって仕上げられた上質な木のフレームで作られています。ただし、他の木管楽器とは異なり、フレームはシンプルで傷がありません。木材の仕上げには、汚れやニスが使用されます。
製造プロセス
- 木琴の製作は設計図から始まります。木琴の製造は、ほとんど変化のない伝統的なデザインに基づいているため、設計プロセスは、木琴のサイズまたは範囲とフレームの仕上げの選択に限定されます。
- キー用のローズウッドはまとめて購入されます。いくつかの鍵を作るのに十分な長さのセクションが切断され、木材は鍵が切断される前に約2年間保管され、熟成されます。木琴のバーまたはキーは、低音用の長いキーから高音用の短いキーまでの長さにカットされています。キーは、標準の幅1.5インチ(3.8 cm)、厚さ1インチ(2.5 cm)です。キーがノードに取り付けられるサポートエンドに穴が開けられます。次に、職人は弧状のノッチを彫る必要があります。これは、正確なピッチを提供するキーの下側の穏やかなアーチです。彼はこれを一連の慎重なステップで行います。ラフチューンへのカービング、ピッチのチェック、トゥルーチューンへのカービング、ピッチのチェック、ファイナルチューンへのカービング、ピッチの確認です。最終調整後、バーは穏やかに研磨されます。すべてのバーが調整されると、それらは研磨され、染色され、ニスが塗られます。染みの色の選択は、お客様とメーカーが行います。
- アルミニウム管状共振器は、金属製造業者から購入したチューブから作られています。チューブは、音質を損なうことのない均一な円周と滑らかな仕上げでうまく作られている必要があります。チューブは、木琴の仕上がりに応じた長さにカットされます。通常、チューブの下端は先細りの長さで、低音の端に長いチューブがあり、範囲の上端に向かって短いチューブがあるか、一方の端からもう一方の端にアーチ状の効果があります。管はオルガンパイプのように内部で止められているので、管の長さは音の生成には関係ありません。チューブがバーに合わせられると、クロージングピースが下端近くに追加されます。
- フレームは、キーとチューブがカットおよび調整されている間、別個の操作として構築されます。キーの下の外周は通常、キーの色に合わせて仕上げられた高品質の木材で作られています。脚またはサポートは木または金属でできており、フレームにボルトで固定されています。床に触れる足にはロック可能なキャスターが付いているので、演奏中に木琴が動かないように、またはゴム製や合成の足で動かないようになっています。
- バーが完成したら、各バーをレゾネーターにテストフィットし、ストップを挿入してレゾネーターを調整します。次に、バーを節点に取り付け、標準の木ネジで所定の位置にねじ込みます。チューブは一緒にリベットで留められ、フレームに吊り下げられます。
- 各マレットまたはビーターは、スティックとヘッドの2つの部分で構成されています。スティックは竹、籐、白樺、またはグラスファイバーで作られています。球形のヘッドまたはエンドは、ゴルフボールの内側のように巻かれたコードの内部コアを備えた硬質ゴムまたはプラスチックでできています。木琴やマリンバのマレット用に作られたヘッドも、しっかりと包まれたウールで織られています。木琴奏者は、スティックとヘッドのさまざまな組み合わせで構成された3種類の木槌を使用して、さまざまな音を生成します。プレーヤーは、演奏している音楽、楽器の音、および自分の手首の強さとテクニックに基づいてビーターを選択します。
品質管理
木琴メーカーは、家具職人と同等の木工能力を備えた熟練した職人です。彼らは、木琴製造の確立された基準に準拠するか、それを超える高品質の機器を製造することに専門家としての誇りを持っています。製造は工芸品であるため、各ステップはビルダーの品質管理要件に従って行われます。バーを調整する反復ステップは、木琴製造の最も重要な部分と見なされており、反復自体が品質基準です。
副産物/廃棄物
木琴メーカーは副産物を生成します。通常、小型またはピッコロの木琴からオーケストラや個々の楽器奏者向けのベースモデルまで、さまざまな木琴を提供しています。他のタイプの打楽器、特に木琴ファミリーのものも製造しています。
木琴の製造による廃棄物はほとんどありません。ローズウッドは貴重な商品であり、軽薄に使用することはできません。唯一の木材スクラップは、キーのチューニングによる削りくずとマイナーエンドスクラップで構成されています。アルミニウムスクラップは、リサイクルのためにサプライヤーに返送されます。
職人は限られた範囲の危険物を扱い、危険物はほとんどありません。ベンチカッターは、管状の共振器と木製のキーを切断するために使用されます。キーを調整するには、手工具が必要です。すべての操作中は安全メガネを着用してください。染みとワニスの量はわずかです。これらの材料は安全に保管および処理され、関連する廃棄または廃棄物の危険はありません。
未来
木琴自体は、オーケストラのパーカッションアレイで確立されたプレーヤーです。しかし、その範囲、レパートリー、および大幅な成長の機会は、伝統と可能性の両方によって制限されています。近年、その親しいいとこであるマリンバは、ラテン、ジャズ、パーカッシブな音楽への関心とレパートリーの拡大により、かなり人気が高まっています。音楽愛好家は木琴の人気も高まることを望んでいますが、その独特の音楽的な声のために、確実に貴重なオーケストラメンバーになるでしょう。
製造プロセス