


CNC旋削とは? CNC旋削のすべて
CNC 加工工場で部品を製造したいが、正しいプロセスがわからない場合は、混乱を招く可能性があります。特に、CNC 加工サービスに慣れていない場合。
まず、機械工は特定の自動化技術を使用して部品を作成することを覚えておいてください。最も一般的なものは、CNC フライス加工と CNC 旋削加工です。どちらにも特定の目的があり、両者の間に競合はありません。つまり、CNC 旋削を理解することは、CNC フライス加工を理解することと同じくらい重要です。
この記事は CNC 旋削に関するものなので、製造にとって何が重要なのかを理解しましょう。
何 私 の CNC T うねっている?
コンピュータ数値制御旋削 (CNC 旋削とも呼ばれます) は、CNC 旋盤を使用してワークピースを回転または「旋削」しながら直線的に切断して円筒形の部品を形成する精密機械加工プロセスです。
このプロセスは、機械旋盤を使用して完了します。これは、基本的にワークピースの直径を特定のサイズに応じて特定の形状にトリミングすることで、研磨された既製の部品を取得します。出発材料は通常円形ですが、四角形や六角形など、他の形状にすることもできます。
方法 D Oes CNC T うねる わ 大丈夫?
旋削加工は、専用の CNC 旋削ワークショップで行われます。このプロセスで使用される旋盤が横型か縦型かは、機械加工されるワークピースの重量と許容範囲によって異なります。
CNC旋削加工では、ワーク(加工する素材)を「チャック」と呼ばれる一定の回転数で回転する器具に載せます。同時に、工具をワークピースに送り込み、材料を除去して目的の形状を形成します。アクセサリ ツールを備えたタレットは、ストック バーに移動して材料を除去し、プログラムされた結果を生成するようにプログラムされています。 「3Dプリンティング」(足し算)とは異なり、材料の除去を伴うことから、「サブトラクティブ加工」とも呼ばれます。センターにチューニング機能とミリング機能の両方がある場合は、鉄筋の回転を停止して、ドリル、溝、ミリング サーフェスなどの他の機能を追加できます。
CNC 旋盤またはターニング センターのツールは、コンピュータによって制御されるタレットに取り付けられます。タレットが保持できるツールが多いほど、パーツの複雑さが増します。
CNC ターニング センターにはさまざまな種類があります。さまざまな種類のツール オプション、スピンドル オプション、外径制限、動力および速度機能があり、これらすべてが旋削部品の価格に影響します。
D 差異 B CNC 間 M 病気 A 2 番目の CNC T うねる
一般に、旋削とフライス加工は「CNC 機械加工」と呼ばれることが多く、その名前が示すように旋削やフライス加工ではなく、CNC 機械加工をお客様から要求されることがよくあります。もちろん、常に最も適切なプロセスが使用されるようにすることは私たちの仕事です。
要するに、これら 2 つのプロセスの違いは、部品が移動する場所 (一般的に言えば、工作物または機械) に帰着します。
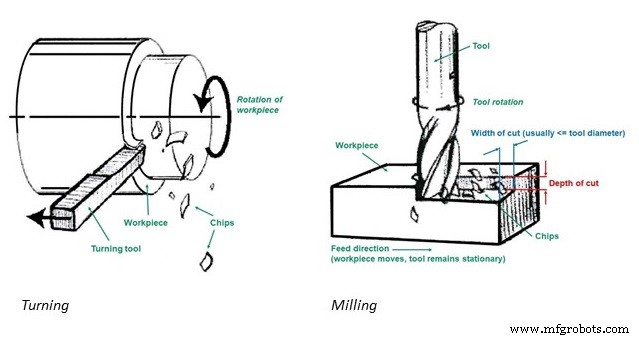
CNC旋削により、金属ワークピースが旋盤に送られ、高速で回転し、シングルポイント切削工具が金属の一部を除去して目的の形状を形成します。フライス加工の場合、通常、ワークピースは静止したままで、多点切削工具がワークピースの周りを回転します。 (関連記事:CNC フライス加工と CNC 旋削加工の違いは何ですか)
何 私 T 彼 T タイプ O CNC T うねる
直線、曲線、スロットなど、さまざまな形状のワークピースを切断するために使用できるさまざまな旋削操作があります。
1.テーパ旋削
テーパー旋削では、ワークピースの合計直径をある部分から別の部分に徐々に縮小または拡大することによって、標準面が作成されます。
円錐要素は主に機械構造に使用され、内部または外部の場合があります。
2.ハードターニング
本質的に、ハードターニングとは、ワークピースの旋削強度が 45 HRC (ロックウェル C) を超えるプロセスを指します。主に部品の熱処理後、通常、研削加工の代わりにハードターニングが使用されます。
3.事実 している
旋削に直面する場合、切削工具と回転する工作物の軸を適切な角度にして平面を生成することにより、材料を除去することを指します。
フェーシングで 4 つ爪チャックを使用して、さまざまな非円筒形状を作成することもできます。
4.球形 T うねる
球面旋削では、材料が徐々に減少するにつれて、ワークピースに球面または球面が形成されます。
主にギア、射出成形、油圧部品、その他の機器に適しています。
5.退屈
中ぐり加工は、基本的に、一点切削チップを使用して材料を除去することにより、ワークピースの穴を拡大するプロセスです。
主に、シリンダーやパイプなどの材料に正確な寸法の穴やテーパー穴をあけるのに使用されます。
6. 別れ
パーティングとは、その名の通り、元の素材に刃のような刃物を入れて、特定の長さの部分を削り取ることです。

7. 溝入れ
パーティングと同様に、グルービングは原材料を完全に切断するのではなく、特定の深さまで切断することができます.
仕事の内外の領域で行うことができます。
8.掘削
穴あけとは、基本的に、ワークピースの内側に丸い穴を作成して、ワークピースから材料を除去するプロセスです。
穴あけ作業は、標準のボール盤を旋盤のタレットにしっかりと固定し、ワークに直接送り込むことで完了します。
9.ローレット
ローレット加工とは、加工物の表面にストレートまたはダイヤモンド パターンを押し付けて、外観とグリップを向上させる特別な旋削加工です。これは独自のツールを使用して行われます。
それとは別に、これらの操作はどれも素晴らしいものではありません。しかし、それらをすべて組み合わせてコンピューター プログラミングの精度を組み込むと、信じられないほど高品質なパーツが開発されます。
方法 T いいえ 私 CNC の改善 T うねる
CNC旋削の最後に部品が破壊されたり廃棄されたりすることを望んでいるショップはありません。適切なテクノロジーと適切なツールを組み合わせて時間どおりに作業を完了することができますが、仕上げ段階に到達する前に考慮すべき変数が他にもあります。最高の表面仕上げを得るために、次の対策を講じることができます:
速度を上げる
これは、超硬工具を使用する場合に最も適しています。 1 分あたりの表面フィート数 (SFM) を大きくすると、材料がより短い時間で工具の先端に接触するようになり、工具の刃先の形成も減少します。表面仕上げが悪い。
削減 T 彼 F 必要 R 食べた
送り速度を下げると、表面仕上げが改善されます。これはまた、逃げ面の摩耗を減らし、ブレードの寿命を延ばすのにも役立ちます。さらに、ノーズ R を 2 倍にすると、表面仕上げが改善されます。荒加工の場合、材料をすばやく除去するには、送り速度の高い工具を使用するのが最適です。仕上げは、送り速度を落とし、切削角度を小さくするのがベストです。
使用 C ヒップ B リーカー
不十分な切りくず処理、切りくずを除去するためのダウンタイム、および工具刃先温度の上昇も、表面仕上げの低下につながる可能性があります。チップブレーカは小さな切りくずを生成し、切削領域からすばやく取り除くことができます。また、チップを手で取り外す必要がなくなるため、安全性が向上します。
チップブレーカが切りくずを十分な長さに切断できれば、びびりは最小限に抑えられます。切りくずがワークピースに巻き付くことはなく、工具が損傷することもありません。また、チップブレーカは切削抵抗を低減し、チッピングや刃先の損傷を防ぐことができます。切削抵抗が低いため、熱が減少し、工具の摩耗が遅くなります。
使用 T 彼 R タイト T テクニック
あなたが望むのは、薄いものから薄いものへのチップを作成することです。滑らかな表面仕上げを得るには、あなたの技術が不可欠です。鼻の半径より小さいツールを選択してプログラムし、ラインからラインへのスムーズな移行を実現します。
最終カットを行う際は、ワークの確認だけでなく、万全を期してください。チップも読む必要があります。切りくずの特性によって、必要な加工設定や工具調整が決まります。
使用 D 異なる T ツール F または R ああ A nd F 仕上げ
同じチップで荒加工と仕上げ加工ができると言う人もいるかもしれません。ただし、荒削り用と仕上げ用に別々のブレードを使用することをお勧めします。荒加工では、ノーズ R が大きく、すくい角が大きく、送り速度が速いクロスピッチ フライス カッターを使用できます。仕上げには、適切なリード角とフラットワイパーを備えたファインピッチ仕上げツールを使用して、より良い表面仕上げを提供できます。
チップをクリア
フライス加工でクーラントを使用するかどうかは議論の余地があります。しかし、それはすべて、深穴フライス加工、材料の種類、使用するインサートなど、実行する作業の種類によって異なります。場合によっては、冷却剤の使用を避ける必要があります。これにより、高温クラックが発生し、工具の寿命が短くなる可能性があり、表面仕上げに悪影響を及ぼす可能性があります。ただし、アルミニウム、軟鋼、またはニッケルベースの合金の場合、クーラントを使用すると、工具が工作物にくっつくのを防ぐことができます.
チェック はい 私たちの T 工具と工作物保持
ツールホルダーの状態を確認することをお勧めします。古い摩耗したツール ホルダーは、ブレードが動く原因となる場合があります。これにより、チャタリングが発生し、部品の表面仕上げに悪影響を及ぼす可能性があります。また、特に金属除去率が高い、安定した剛性のある治具も必要です。
製造プロセス