


正しい砥石の選び方
研削は、ほぼすべてのワークショップで見られる機械加工プロセスです。比較的単純な研削作業もあれば、非常に小さな公差を維持するためや難しい材料を処理するために使用されるものなど、複雑な研削作業もあります。研削には、製造における幅広い用途があります。多くのプロセスと同様に、最適なツールを選択することが重要です。
砥石を正しく選択することは、良い結果を得るために (つまり、より良い仕上げと砥石の寿命を延ばすために) 非常に重要です。幅広い種類の砥石から選択できますが、さまざまな種類の研磨剤の違いがわかりにくい場合があります。
砥石は研磨切削工具です。砥石の表面に分散された砥粒が何千もの切削点を形成し、小さな材料の破片を切り落とすことができます。これらの粒子は結合 (ほとんどの場合、選択された粘土の混合物) によって一緒に保持され、細孔によって分離されます。
砥石を使用すると、砥粒が研削される材料に切り込み、不要な表面材料を小さな破片で取り除きます。砥石を選択する際に考慮すべき 3 つの最も重要な特性は、砥粒の種類、砥粒 (または粗粒) のサイズ、および結合の種類です。
研磨剤
砥粒には大きく分けて4種類あります。各タイプには、硬度、強度、破壊靭性、および耐衝撃性の点で独自の特性があります。研磨剤の選択は、ワークピースの材質に必然的に関係します。

アルミナ
アルミナは、研削砥石で最も一般的に使用される研磨剤です。通常、ステンレス鋼や工具鋼などの材料の研削に推奨されますが、特定の高強度アルミニウムおよび青銅合金にも使用できます。
炭化ケイ素
標準のアルミナよりも硬く、非常に鋭い研磨粒子を持っています。通常、ねずみ鋳鉄、冷鉄、真鍮、軟質青銅、アルミニウム、石、ゴム、その他の非鉄金属の研削に使用されます。
ジルコニア アルミナ
高切削量を必要とする粗研削用途に適しています。この粒子は、ハイテク樹脂結合に関連しています。
セラミック アルミナ
しばしば「セラミック」と呼ばれる、これは最も近代的なタイプの研磨剤です。セラミック粒子は独自の微結晶構造を持ち、自己研磨することができます。この研磨剤は非常に硬いです。主に、最も要求の厳しい鋼の精密研削に使用されます。
砂利
上述のように、砂粒子は、砥石車に分布する砥粒のサイズに関連しています。粒子サイズが大きいほど、研磨剤は細かくなります。研磨剤の種類の基本的な説明は、粗いものから中程度のもの、細かいものまであります。
低グリットの砥石は、材料の仕上げが重要ではなく、材料の除去に重点が置かれている用途によく使用されます。一方、完成がプロジェクトの基本的な側面である場合は、細かい砥石を使用することをお勧めします。
研削する材料に応じて砥石の種類を選択してください
材料の種類は、選択する表面ホイール、粒子サイズ、研磨グレードに影響します。鋼やフェライト系鋳鉄などの高強度材料の研削には、アルミナ系砥粒が最適です。より硬い鋼およびより大きな接触アークを伴う用途では、より脆いアルミナタイプが好まれます。引張強度の低い材料や非金属材料の最も効果的な方法は、砥粒炭化ケイ素で研磨または切断することです。材料の硬度によって、研磨剤が利用できる牽引力が決まります。したがって、硬い材料を研削する場合は細粒の砥石を使用する必要があり、柔らかい材料を研削する場合は中粒および粗粒の砥石を使用するのが最適です。最も効果的な操作を行うには、材料の硬度に合わせてグレードを調整する必要があります。
粒度
砂粒は、砥石に分布する砥粒のサイズに関連しています。粒子サイズが大きいほど、研磨剤は細かくなります。研磨剤の種類の基本的な説明は、粗いものから中程度のもの、細かいものまであります。これは、さまざまな粒度を持つ基本的なテーブルです。
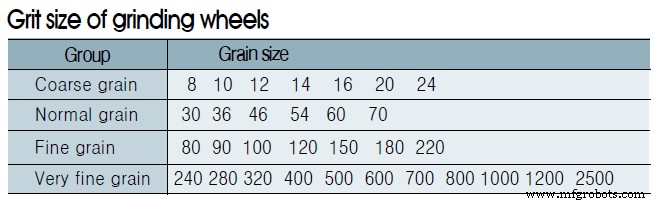
細かい粒子の場合は仕上げが良く、細かい粒子の場合は端面の仕上げが悪いです。一般的に粗面砥石は材料を素早く除去するために使用されます。表面処理が重要な場合は、細かい砥石を使用してください。粗いホイールは柔らかい素材に使用できますが、硬くてもろい素材には通常細かい砂利を使用する必要があります。低グリットの砥石は、通常、材料の仕上げが重要ではなく、材料の除去に重点が置かれるアプリケーションで使用されます。
絆
ボンディングとは砥粒同士を結合させた素材ですので、効果的にカットすることができます。結合剤は、研磨粒子が摩耗するにつれて摩耗し、排出されて新しい鋭利な粒子が露出する必要があります。この効果の理由は、砂粒が鈍くなり、研削圧力が増加するためです。固着砥粒の場合、砥石の耐用年数は長くなります。しかし、最終製品の定義は低く、逆もまた同様です。結合の主な 4 種類は、ガラス化、シェラック、樹脂、ゴムです。ほとんどの砥石は、厳選された粘土混合物を含むグラスボンドで作られています。これらのタイプの車輪は強く、多孔質で、水、酸、油、または温度変化の影響を受けません。
接合時に考慮すべき重要な側面は、その強度またはグレードです。柔らかい材料、小さいまたは狭い接触面積、または長いホイール寿命の場合は、強力な接着または硬質グレードを使用することをお勧めします。硬い材料 (硬い工具鋼や超硬合金など) の場合は、大面積の接触または素地の迅速な除去、弱い結合または柔らかいグレードが優先されます。
製造プロセス