


ファナック G86 ボーリング サイクル
穴あけには G86 ボーリング サイクルが使用されます。
構文
G86 X... Y... Z... R... F... K...
| パラメータ | 説明 |
|---|---|
| X | x 軸の穴の位置。 |
| Y | y 軸の穴の位置。 |
| Z | 深さ、R 平面から Z 深さへのタッピング |
| R | R 平面の位置。 |
| K | サイクルの繰り返し回数 (必要な場合) . |
| F | 送り速度。 |
プログラムで指定されると、G80 がこのサイクルを終了するためにプログラムで指定されるまで、軸の移動ごとに G86 ボーリング サイクルが繰り返されます。
使い方
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G86 X60 Y28 Z-15 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
作業中
G86 ボーリング サイクルの仕組みの簡単な説明
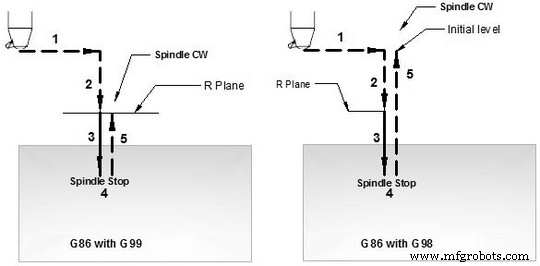
G86ボーリングサイクル作業
1- X、Y 位置への早送り。
2- R 平面への早送り。
3- R 平面から Z 深さへのフィードによるボーリング。
4- 主軸停止位置
5-1- R 面 (G99) またはイニシャル レベル (G98) への早送り
5-2- 主軸スタート CW
G98 G99 モード
G98 または G99 モードでの G86 ボーリング サイクルの動作
G98 ボーリング工具は初期レベルに戻ります
G99 ボーリング工具は R 平面に戻ります。
実際の例については、G81 掘削サイクルを参照してください。
掘削を繰り返す
K パラメータ値が G86 ボーリング サイクルで指定されている場合、ボーリングは K で指定された回数繰り返されます。G81 ドリル サイクルの例を参照してください。
CNCマシン