


Siemens Sinumerik 840D ねじ切りサイクル CYCLE97
Sinumerik 840D ねじ切りサイクル CYCLE97 を使用すると、縦方向または正面加工で一定ピッチの円筒形およびテーパー付きの外側および内側ねじを加工できます。スレッドは 1 つでも複数でもかまいません。複数のスレッドでは、個々のスレッド ターンが次々に加工されます。
インフィードは自動です。カットごとに一定の切り込みを選択するか、
カットの一定の断面
右ねじまたは左ねじは、スピンドルの回転方向によって決まります。
サイクル開始前にプログラムする必要があります。
送り速度もスピンドル オーバーライドも、スレッド トラベル ブロックでは何の効果もありません。ねじ加工中は、スピンドル オーバーライドを変更しないでください。
Sinumerik CYCLE97 フォーマット
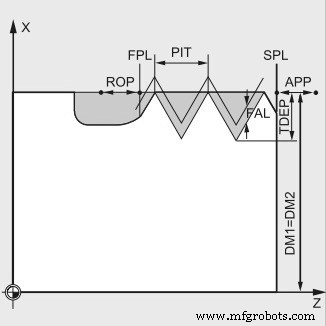
CYCLE97 (PIT、MPIT、SPL、FPL、DM1、DM2、APP、ROP、TDEP、FAL、IANG、NSP、NRC、NID、VARI、NUMT、_VRT)
Sinumerik CYCLE97 パラメータの説明
Siemens Sinumerik 840D ねじ切りサイクル CYCLE97
PIT (ねじピッチ)
ねじピッチを数値で入力(符号なしで入力)。ねじピッチは軸平行値で符号なしで指定します。
MPIT (ねじサイズとしてのねじピッチ)
ねじサイズとしてのねじピッチ。メートル単位の円筒ねじを作成するために、
パラメータ MPIT (M3 ~ M60)
SPL (ねじ開始点縦方向)
縦軸のねじ始点
FPL(スレッドエンドポイント縦)
縦軸のねじの終点
DM1 (ねじ開始直径)
始点のねじ径
DM2 (ねじ端径)
終点のねじ径
APP (ランイン パス)
ランインパス(記号なしで入力)
ROP (ランアウト パス)
ランアウトパス(記号なしで入力)
TDEP (ねじの深さ)
ねじ深さ(記号なしで入力)
FAL (完走手当)
仕上げ代(無印で記入)。仕上げ代 FAL は、荒加工後に 1 ステップで除去されます。
IANG (インフィード角度)
インフィード角度 (フランクでのフランク インフィードの場合は「+」) (交互フランク インフィードの場合は「–」)
直角に送り込む場合 スレッドの切断方向に合わせて、このパラメータの値をゼロに設定する必要があります .
つまり、パラメータはパラメータ リストから省略できます。この場合、デフォルトでゼロが自動的に読み込まれるためです。
側面に沿ってインフィードしたい場合 、このパラメータの絶対値は、最大で側面角度の半分になる可能性があります
NSP (始点オフセット)
最初のねじ回転の開始点オフセット (符号なしで入力)。このパラメータを使用すると、旋削部品の円周上で最初のねじ切り開始点を定義する角度値をプログラムできます。これは開始点のオフセットです。
このパラメーターは、0.0001 から +359.9999 度の間の値を想定できます。
開始点のオフセットが指定されていない場合、またはパラメーターがパラメーター リストから省略されている場合、最初のねじの回転は自動的に 0 度のマークから開始されます。
NRC (荒削りカット数)
荒削り回数(記号なしで入力)
NID (アイドル カット数)
アイドルパス数(記号なしで入力)
VARI (加工タイプ)
ねじの加工タイプの定義 (1 … 4)
VARI パラメータを使用して、加工を内径にするか外径にするかを定義します .
荒加工中にインフィードを機械加工する テクノロジー。
VARI パラメータは、次の意味で 1 から 4 の間の値を想定できます。
1 =外部定数インフィード
2 =内部定数インフィード
3 =外部定数切断断面
4 =内部一定切断断面
NUMT (スレッドターン数)
ねじの回転数 (符号なしで入力)。
NUMT パラメータを使用して、マルチスレッドのスレッド開始数を指定します。
1 回転ねじの場合 、パラメータにはゼロを割り当てる必要があります または完全にドロップできます
ねじの回転数は、回転部分の円周全体に均等に分散されます。
最初のスレッド ターンは、NSP パラメータによって決定されます。
_VRT (後退距離)
初期直径に基づく可変後退距離、インクリメンタル (符号なしで入力)。
_VRT =0 (パラメータがプログラムされていない) の場合 、後退経路は 1 mm です .
後退経路は常に、プログラムされた単位系、インチまたはメートル法に従って測定されます。
CNCマシン
- Sinumerik 840D システム変数の命名のヒント
- Sinumerik 840D CNC プログラミング
- Sinumerik 840D オペレータ パネルの紹介
- CNC プログラミング例の G76 スレッド サイクル
- Fanuc 21i 18i 16i CNC での G76 ねじ切りサイクルによるおねじの切削
- Sinumerik 840D CYCLE81 穴あけセンタリング サイクル プログラミング
- Siemens Sinumerik 808D マニュアル
- Sinumerik 802D sl ねじ切り CYCLE97 の例
- Sinumerik 840D ドリル サイクル CYCLE81 CNC プログラミング サンプル コード
- Sinumerik L93 後退サイクル プログラムの例
- Siemens Sinumerik RET コマンドとは