


Sinumerik 840D ドリル サイクル CYCLE81 CNC プログラミング サンプル コード
CNC 機械工が Siemens Sinumerik 840D Drilling Centering Cycle CYCLE81 をどのように使用できるかを示す CNC プログラミングの例コード。
以下のコード例は、CYCLE81 穴あけサイクルでさまざまな穴あけ方法を示しています。
SINUMERIK CYCLE81 の概要
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – 戻り面または後退面 (絶対)
RFP – 基準面 (絶対)
SDIS – 安全距離 (符号なしで入力)
DP – 最終掘削深さ (絶対)
DPR – 基準面に対する最終掘削深さ (符号なしで入力)
詳細な説明については、Sinumerik 840D CYCLE81 Drilling Centering Cycle Programming をお読みください。
以下のプログラミング コードでは、最終掘削深さを指定する方法として、絶対 (DP) と基準面に対する相対 (DPR) の両方の方法を使用しています。
Sinumerik 840D ドリリング サイクル CYCLE81 プログラムの例
Sinumerik 840D CYCLE81 プログラミング例
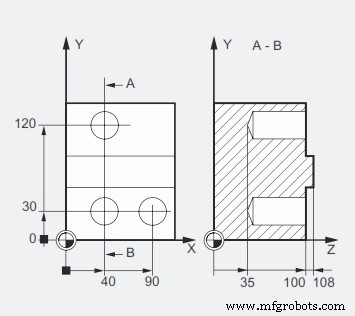
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
N10 ドリル速度、方向、送りなど
N20 工具は Z 軸の始点に移動します。
N30 最初のドリル位置 X40 Y120.
N40 ドリルは RFP + SDIS 位置に急速に到達します。 100 + 2
与えられた 35 の DP に達するまで掘削を開始し、
110 である RTP に後退します。
N50 次のドリル位置 Y30
N60 ドリルは RFP + SDIS 位置 102 + 0 に急速に到達します (SDIS が省略されているため)。 RTP は 110 です。
N70 送りに若干の変更があります。
N80 穴あけ位置 X90
N90 ドリルは RFP + SDIS 位置 100 + 2 に急速に到達します
絶対穴あけ深さが省略されるため
CNC 制御が計算します基準点値 (DPR) に対する相対値を使用した最終穿孔深さ
最終穿孔深さ (DPR) =基準面 (RFP) 位置 – 最終深さ点位置 35 (上の画像の寸法を参照)
DPR =100 – 35
DPR =65
CNCマシン
- 旋盤 CNC プログラミングの例
- SINUMERIK 840D プログラミング WHILE ループの使用法
- CNC プログラミング例 G コード G02 円弧補間 時計回り
- Sinumerik 840D CNC プログラミング
- G90 モーダル旋削サイクルによるテーパ旋削 – CNC サンプル コード
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G75 固定サイクル溝入れ CNC プログラミング例
- CNC プログラミング例 G92 テーパーねじ切りサイクル
- CNC プログラミング例の G76 スレッド サイクル
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G71 荒削りサイクル サンプル コード – CNC 旋盤プログラミング