


G02 G03 G コード円弧補間サンプル プログラム
この記事では、G02 G03 G コードの使用について説明します。 G コード G02、G03 は、CNC プログラミングの円弧補間に使用されます。
G02 G03 G コード円弧補間
G02 G コード 時計回りの円形補間。
G03 G コード 反時計回りの円形補間。
G コードの円弧補間に関する複数の記事/CNC プログラムの例があります。CNC 機械工がさまざまな CNC プログラミング記事を簡単にナビゲートできるように、いくつかの記事のリストを以下に示します。
G02 G03 G コード サンプル CNC プログラム (G コード アークの例)
- CNC 円弧補間チュートリアル G02 G03
- ファナック CNC 旋盤のプログラミング例
- CNC プログラミング例 G コード G02 時計回りの円弧補間
- CNC プログラムの例を使用したファナック G20 のインチ単位の測定
- CNC アーク プログラミング演習
- 初心者のための CNC プログラミング CNC プログラミングの例
- CNC 旋盤のプログラミング例
これは、G02 G03 G コードの円弧補間の使用を示す新しい cnc プログラミングの例です。
G02 G03 G コード例プログラム
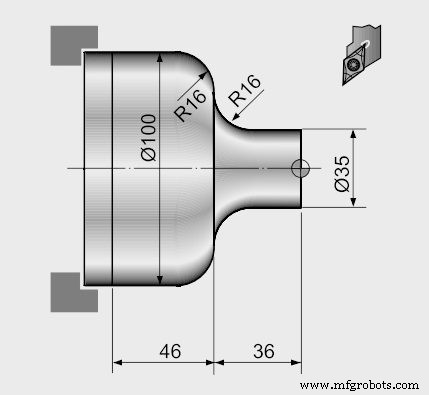
G02 G03 Gコード円弧補間サンプルプログラム
N20 G50 S2000 T0300 G96 S200 M03 G42 G00 X35.0 Z5.0 T0303 M08 G01 Z-20.0 F0.2 G02 X67.0 Z-36.0 R16.0 G01 X68.0 : G03 X100.0 Z-52.0 R16.0 G01 Z-82.0 G40 G00 X200.0 Z200.0 M09 T0300 M30
G コード G02 G03 I &K サンプルプログラム
G02 G03 G コード円弧補間は 2 つの方法でプログラムできます。
G02 X... Z... R... G02 X... Z... I... K...
以下は同じ cnc プログラムですが、このバージョンでは G02 G03 G コードで I &K を使用しています。
N20 G50 S2000 T0300 G96 S200 M03 G42 G00 X35.0 Z5.0 T0303 M08 G01 Z-20.0 F0.2 G02 X67.0 Z-36.0 I16.0 K0 G01 X68.0 : G03 X100.0 Z-52.0 I0 K-16.0 G01 Z-82.0 G40 G00 X200.0 Z200.0 M09 T0300 M30
CNCマシン
- CNC プログラミング例 G コード G02 円弧補間 時計回り
- CNC プログラム例 G03 円弧補間
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- CNC 円弧補間チュートリアル G02 G03
- CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム
- CNC ミリング円弧補間 G02 G03 G コード プログラムの例
- プログラム例 L930 ミリング円形ポケット Sinumerik 840C
- 基本的なサンプル コードを使用した Haas M98 サブプログラムの呼び出し
- フル サークル CNC プログラム サンプル コードのミル方法
- G Code Example Mill – 初心者向けのサンプル G コード プログラム
- CNC プログラミングの基礎 – サンプル プログラム コードによるチュートリアル