


フル サークル CNC プログラム サンプル コードのミル方法
完全な円をフライス加工する方法、以下は cnc フライス盤で完全な円をプログラムする方法を示す cnc プログラムの例の G コードです。
多くの場合、CNC 機械工は、完全な円の内側で完全な円の加工を必要とするコンポーネントを完成させなければならず、完全な円の外側をプログラムしなければならないこともあります。
この G コードの例は、外側から完全な円をプログラムする方法を示しています。
フル サークル CNC プログラムの例
全円CNCプログラムをフライス加工する方法
N05 G00 X10 Y25 Z1 S1250 M3 N10 G01 Z-5 F100 N15 G02 X10 Y25 I20 J0 F125 N20 G00 Z100 M5 N25 X-20 N30 M30
フルサークルの説明をプログラムする方法
まとめ
N05 工具早送り (G00) でポイント P01 へ。
N10 インフィード (G01) で Z-5 へ
N15 X-Y 平面が自動的に選択されます (G17)。工具は時計回りに完全な円 (G02) を移動します。
N20/N25 早送り (G00) 後退。
N30 プログラムの終了 (M30)。
説明
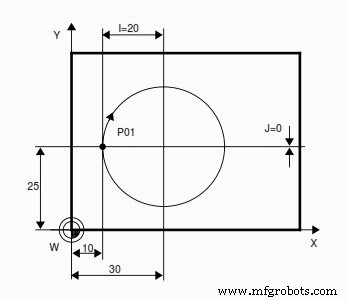
1:ツールの始点は N05 X10 Y25 です。これは点 P01 です。
2:ここで完全な円が必要なので、G02 または G03 円弧補間 G コードを使用します
時計回りの円が必要な場合は、このプログラムに示されているように G02 を使用します。反時計回りの円で、G03 G コードを使用します。
3:G02 では、円の終点の座標を指定します。
完全な円の場合、始点と終点は同じままです。
同じ X、Y 座標を使用します。
G02 X10 Y25
4:G02 G コードを完了するには、円の中心点の座標を指定する必要があります。
I – X 軸の円の始点から円の中心点までの距離。
J – Y 軸の円の始点から円の中心点までの距離
したがって、G02 X10 Y25 I20 J0
I と J の測定方法を示すために、I と J の値は、上図。
CNCマシン
- CNCミルを維持する方法は?
- ファナック CNC プログラム例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- CNC G81 ドリル サイクル プログラムの例
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- CNC プログラム例のスロット ミリング
- CNC ミリング G70 ボルト穴サークル プログラムの例
- G84 タッピング サイクルの CNC プログラムの例
- CNC プログラムの作成方法
- G Code Example Mill – 初心者向けのサンプル G コード プログラム
- CNC プログラミングの基礎 – サンプル プログラム コードによるチュートリアル