


ライブ ツーリング旋盤プログラミング コード – スピンドルの向き Haas CNC
ライブ ツーリング旋盤プログラミング
これは、Haas cnc 旋盤での被駆動工具 (ライブ ツーリング) とスピンドルの向きの使用を示すライブ ツーリング旋盤プログラミングの例です。
Haas cnc 旋盤マシンのライブ ツールと関連する M コードの簡単な紹介
- CNC 旋盤ライブ ツーリングの定義と関連する Haas CNC M コード
- M19 スピンドルの向き – M119 サブ スピンドルの向き
- Haas CNC 旋盤 M コード
- Haas CNC 旋盤 G コード
ライブ ツーリング プログラムのコード例
スピンドル制御に C 軸を使用する同じ CNC プログラムの例については、Haas CNC でライブ ツーリングを使用した C 軸旋盤のプログラミング例をご覧ください
CNC スピンドルの向き M19 Haas CNC プログラムの例
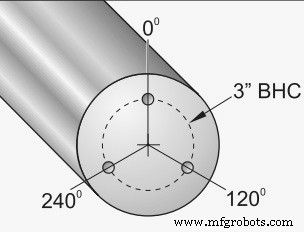
O0050 N10 T101 N15 G54 N20 G00 X3.0 Z0.1 N25 G98 N30 M19 P0 N35 M14 N40 M133 P2000 N45 G01 Z-0.5 F40.0 N50 G00 Z0.1 N55 M19 P120 N60 M14 N65 G01 Z-0.5 N70 G00 Z0.1 N75 M19 P240 N80 M14 N85 G01 Z-0.5 N90 G00 Z0.1 N95 M15
CNC プログラム コードの説明
N25 G98 毎分送り。
このプログラムでは、主軸が高回転で回転していないため、ほとんどのライブ ツール コードで G98 (毎分送り) が使用されるため、スピンドル回転ごとの G99 送りの代わりに G98 毎分送りが使用されます。 .
N30 M19 P0 スピンドルの向き。
スピンドルの向きオプション M19 を使用すると、プログラムされた特定の角度にスピンドルを配置できます。詳細については、M19 スピンドルの向き - M119 サブ スピンドルの向きをご覧ください。
N35 M14 クランプ メイン スピンドル またはスピンドル ブレーキをオンにします。
N40 M133 P2000 ライブ ツールを 2000 rpm でオンにします。
N95 M15 主軸ブレーキをオフにします。
CNCマシン