


CNC 旋盤の簡単な G コードの例 – 初心者向けの G コード プログラミング
CNC プログラミングを学ぶ旅を始めたばかりの CNC 機械工/CNC プログラマー向けの CNC 旋盤の簡単な g コード例。
単純な G コードの例 CNC 旋盤
CNC 旋盤の簡単な G コードの例
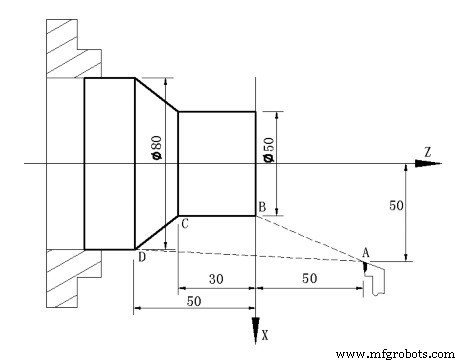
O0001 N5 M12 N10 T0101 N15 G0 X100 Z50 N20 M3 S600 N25 M8 N30 G1 X50 Z0 F600 N40 W-30 F200 N50 X80 W-20 F150 N60 G0 X100 Z50 N70 T0100 N80 M5 N90 M9 N100 M13 N110 M30 N120 %
コードの説明
N5 ワークのクランプ
N10 No.1 工具の交換とオフセットの実行
N15 A ポイントへの迅速な位置決め
N20 600 r/min での主軸の起動
N25 冷却ON
N30 600mm/min で B 点に接近
N40 B 点から C 点へカット
N50 C 点から D 点へカット
N60 A 点へ急後退
N70 工具オフセットのキャンセル
N80 主軸の停止
N90 冷却 OFF
N100 ワークの解放
N110 プログラムの終了、主軸停止および冷却 OFF
CNCマシン
- 初心者のためのCNCルーター
- 初心者向け CNC プログラミング シンプルな CNC プログラミングの例
- 旋盤 CNC プログラミングの例
- 初心者向け CNC プログラミング CNC プログラミングの例
- CNC 旋盤のプログラミング例
- Fanuc CNC Lathe のプログラミング例
- CNC プログラミング例 G コード G02 円弧補間 時計回り
- インチ型簡易 CNC 旋盤プログラムでの CNC プログラミング例
- CNC 機械工のための CNC プログラミング
- G71 荒削りサイクル サンプル コード – CNC 旋盤プログラミング
- CNC プログラミングの基礎 – サンプル プログラム コードによるチュートリアル