


角度に沿った G72 ボルト穴 CNC サンプル プログラム
次の CNC プログラミング コードは、角度に沿った G72 ボルト穴の使用を示しています。
名前が示すように、G72 G コードを使用すると、指定された角度に沿って等間隔に穴をあけたり、穴を開けたり、タップしたりすることが非常に簡単になります。
固定サイクル G73、G74、G76、G77、または G81-G89 は、角度コマンドに沿って G72 ボルト穴で使用できます。
角度フォーマットに沿った G72 ボルト穴
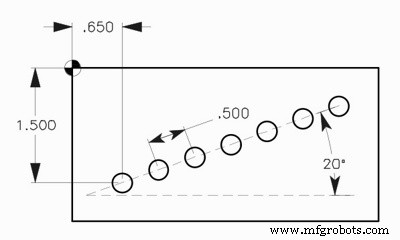
G72 I J L
I – 角度に沿ったボルト穴間の距離
J – 3 時からの穴の角度、0 ~ 360.0 度 CCW.
L – 角度に沿った等間隔の穴の数
詳細 G72 角度に沿ったボルト穴 - CNC フライス加工プログラミング
CNC プログラム例 G72 角度に沿ったボルト穴
角度に沿った G72 ボルト穴
O0009 N10 T3 M06 N20 G90 G54 G00 X0.65 Y-1.5 (Start position of bolt holes along an angle) N30 S1451 M03 N40 G43 H03 Z1. M08 N50 G81 G99 Z-0.45 R0.1 G72 I0.5 J20. L7 F8. N60 G80 G00 Z1. M09 N70 G53 G49 Z0. M05 N80 M30
CNCマシン
- ファナック CNC プログラム例
- CNC M コード M00 プログラム停止
- CNC ミリング サンプル プログラム
- CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム
- CNC G01 角度プログラミング
- サンプル プログラム例 Fanuc G72 Facing Cycle Single-line-format
- CNC プログラム例のスロット ミリング
- ある角度に沿った G72 ボルト穴 - CNC フライス加工プログラミング
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- G71 ボルト穴アーク – CNC ミル プログラミング
- 開始角度の設定方法 – G70 ボルト穴の円の例