


サンプル プログラム例 Fanuc G72 Facing Cycle Single-line-format
CNC 機械の定型サイクルは、初心者レベルの CNC 機械工にとって学習とプログラミングが難しいように見えますが、長期的には成果を上げています。
固定サイクルにより、いくつかのパラメーターを変更するだけで、機械加工のニーズに応じて動作を完全に変更できるため、CNC 機械工の作業が楽になります。
これは、Fanuc G72 Facing Cycle の使用とプログラミングを示す cnc プログラムのサンプル コードです。
ファナック G72 フェーシング サイクル
Fanuc G72 フェーシング サイクルを使用して、横 (X 軸) 方向にカットすることにより、コンポーネント面から余分な材料を取り除きます。
関連:
- Fanuc 10T 11T 15T の G72 フェーシング サイクル 1 行形式
- ファナック G72 フェーシング サイクル – フェーシングでの削り取り ダブルライン形式
プログラム例
サンプルプログラム Fanuc G72 Facing Cycle
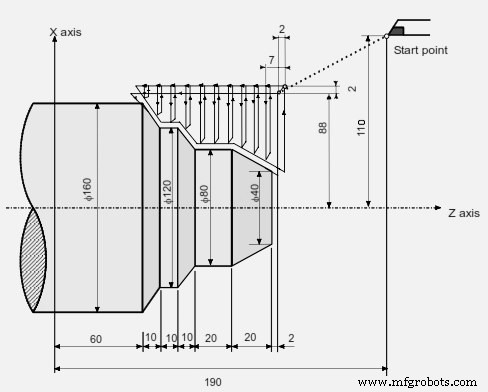
N011 G50 X220.0 Z190.0 N012 G00 X176.0 Z132.0 N013 G72 P014 Q019 U4.0 W2.0 D7000 F0.3 S550 N014 G00 Z56.0 S700 N015 G01 X120.0 W14.0 F0.15 N016 W10.0 N017 X80.0 W10.0 N018 W20.0 N019 X36.0 W22.0 N020 G70 P014 Q019
上記のコードは、加工輪郭が G72 P014 Q019 で指定された N014 から N019 までであることを示しています
G72 缶詰サイクルは、それぞれ D7000 (7mm) のカットが必要です。
X 軸の仕上げ代は U4.0 で、Z 軸の仕上げ代は W0.2 です。
固定サイクルの間、工具送りは F0.3 になり、スピンドル速度はブロック N013 で指定されているように S550 になります
固定サイクルの完了後、P014 Q019 と同じブロック番号で G70 仕上げサイクルが呼び出されます。
送りとスピンドル速度は、通常の cnc プログラムとして正常に機能します。
スピンドル速度はブロック N014 で指定された S700 であるため、
ブロック N015 で指定されているように、工具送りは F0.15 になります (この送りは、後のブロックで指定された他の送り速度がないため、G70 全体でアクティブになります)
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- CNC Fanuc G72 Canned Cycle Facing
- ファナック CNC プログラム例
- Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラムの例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- Haas G71 サンプル プログラム
- CNC G81 ドリル サイクル プログラムの例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- Fanuc 10T 11T 15T の G72 Facing Cycle One-Line Format