


Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
G71 ボルト穴円弧コマンドの CNC プログラム サンプル コード。
G71 ボルト穴円弧コマンドを使用すると、円弧に等間隔の穴を簡単にドリル/タップ/ボーリングできます。
固定サイクル G73、G74、G76、G77、または G81-G89 は、G71 ボルト穴アーク G コードで使用できます。
G71 ボルト穴円弧フォーマット
G71 I J K L
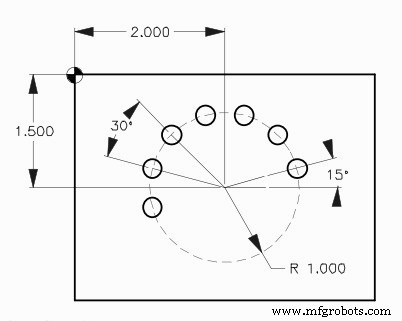
I – ボルト穴円弧の半径
J – 最初の穴の開始角度 (3 時の位置で水平から 0 ~ 360° CCW)。
K – 穴間の角度間隔(+ または -)
L – ボルト穴円弧の周りに等間隔に配置された穴の数。
記事全文を読む G71 Bolt Hole Arc – CNC Mill Programming
G71 ボルト穴アークのプログラミング例
G71 ボルト穴アーク サンプル プログラム
O005 N10 T2 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1451 M03 N40 G43 H02 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G71 I1.0 J15. K30. L7 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
CNCマシン