


CNC Mill Contour Pecking – Fanuc Subprogram Repeat Example
非常に単純な cnc プログラミングの例で、
ペッキングの利点を追加して輪郭を複数回繰り返す方法を示しています。
ペック ドリルと同様に、CNC 機械工は cnc ミルの特定の輪郭をペッキングしています。
ファナック サブ プログラミングとは ファナックサブプログラミングを読む
CNC ミルの輪郭ペッキング
サブプログラムは、G コード命令の単純な組み合わせです。
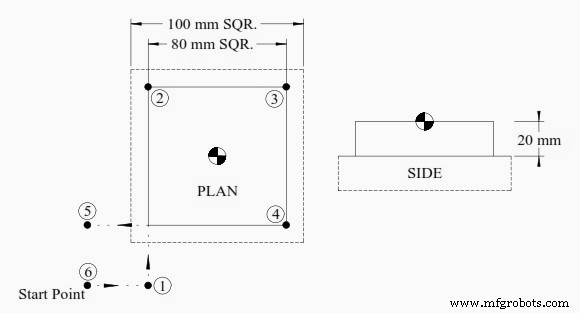
メイン プログラム O4000 は、サブプログラム O4001 を呼び出して 10 回繰り返します
M98 P104001
サブプログラムは毎回 2mm の切削深さで輪郭を切削します (G91 インクリメンタル プログラミングで)
G1 G91 Z-2 (Incremental peck depth)
その後、サブプログラムは G90 アブソリュート プログラミングに戻ります。これにより、輪郭のプログラミングが簡単になります。
したがって、このプログラムは、それぞれ 2 mm のペックを 10 個取り、特定の輪郭を 20 mm の深さで切断します。
Fanuc サブプログラムの繰り返しの例
輪郭ペッキング – Fanuc Mill サブプログラムの繰り返し例
O4000 T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X-75 Y-75 S? M3 (Start Point) G43 Z100 H1 Z5 G1 Z0 F? M98 P104001 (Call sub-program & repeat 10 times) G0 G90 Z100 M30
サブプログラム
以下のサブプログラムは、G91 インクリメンタル プログラミング モードで切削を行います
その後、輪郭加工のために G90 アブソリュート プログラミング モードに戻ります。
O4001 G1 G91 Z-2 (Incremental peck depth) G90 G41 X-40 D? M8 (Absolute Move to position 1 with comp. - Switch on coolant) Y40 (Move to position 2.) X40 (Move to position 3.) Y-40 (Move to position 4.) X-75 (Move to position 5 - Clear of material - cutter diameter) G40 Y-75 (Cancel compensation) M99
CNCマシン
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
- 旋盤 CNC プログラミングの例
- 初心者向け CNC プログラミング CNC プログラミングの例
- ファナック CNC プログラム例
- CNC 旋盤のプログラミング例
- Fanuc G21 CNC Lathe プログラミング例を使用したミリ単位の測定
- Fanuc CNC Lathe のプログラミング例
- CNC プログラミング例の G76 スレッド サイクル
- CNC マシニング センターのプログラミング例
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- ファナック サブプログラムの例