


Haas G73 イレギュラー パス ストック除去サイクル CNC 旋盤
Haas G73 イレギュラー パス ストック除去サイクル
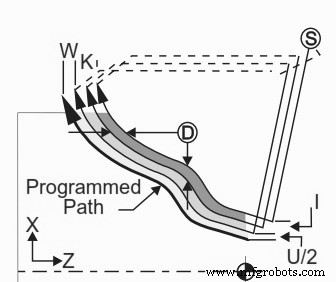
G73 パターン繰り返しサイクルは、X 軸と Z 軸の両方で一定量の材料を除去する場合に最適です。
フォーマット
G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012
Haas G73 イレギュラー パス ストック除去サイクル CNC 旋盤
パラメータ
D – 切削パスの数、正数
I – 最初の切削から最後の切削までの X 軸の距離と方向、半径
K – 最初の切削から最後の切削までの Z 軸の距離と方向
P – ラフへのパスの開始ブロック番号
Q – ラフへのパスの終了ブロック番号
U – G73 仕上げ代、直径の X 軸のサイズと方向
W – Z 軸のサイズとG73 仕上げ代の方向
F – G73 PQ ブロック全体で使用する送り速度
S – G73 PQ ブロック全体で使用する主軸速度
T – G73 PQ ブロック全体で使用する工具とオフセット
Haas G73 の例
O0815 (Example) T101 (Select Tool 1) G50 S1000 G00 X3.5 Z.1 (Move to start point) G96 S100 M03 G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Rough P to Q with T1 using G73) N80 G42 G00 X0.6 G01 Z0 F0.1 X0.8 Z-0.1 F.005 Z-0.5 G02 X1.0 Z-0.6 I0.1 G01 X1.4 X2.0 Z-0.9 Z-1.6 X2.3 G03 X2.8 Z-1.85 K-0.25 G01 Z-2.1 N180 G40 X3.1 G00 Z0.1 M05 (******Optional Finishing Sequence*****) G53 X0 (Zero for tool change clearance) G53 Z0 M01 T202 (Select tool 2) N2 G50 S1000 G00 X3.0 Z0.1 (Move to start point) G96 S100 M03 G70 P80 Q180 (Finish P to Q with T2 using G70) G00 Z0.5 M05 G28 M30
CNCマシン
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- CNC Fanuc G73 パターン繰り返しサイクル
- Haas CNC 旋盤マニュアルの無料ダウンロード
- Haas CNC 旋盤の直感的なプログラミング システムによるねじ山修理
- Haas CNC のライブ ツーリングを使用した C 軸旋盤のプログラミング例
- ライブ ツーリング旋盤プログラミング コード – スピンドルの向き Haas CNC
- CNC Lathe Live Tooling の定義と関連する Haas CNC M コード
- Haas CNC Lathe G コード
- G71 荒削りサイクル サンプル コード – CNC 旋盤プログラミング
- CNC マシンの G コードと M コード - CNC フライス盤と旋盤