


サンプル プログラム Siemens Sinumerik CYCLE83 深穴ペック ドリリング
Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle の使用を示す非常に単純な cnc プログラムの例。
Siemens Sinumerik CYCLE83 深穴ペック掘削サイクルの概要
CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI)
RTP 後退面(絶対)
RFP 基準面(絶対)
SDIS 安全クリアランス(符号なしで入力)
DP 最終掘削深さ(絶対)
DPR 最終掘削深さ(絶対)基準面 (符号なしで入力)
FDEP 最初の掘削深さ (絶対)
FDPR 基準面に対する最初の掘削深さ (符号なしで入力)
DAM 後退量 (符号なしで入力)
DTB 最終穴あけ深さでの滞留時間 (切りくず処理)
DTS 開始点および切り屑除去のための滞留時間
FRF 最初の穴あけ深さの送り速度係数 (符号なしで入力) 値の範囲:0.001 … 1
VARI 加工タイプ (切りくず処理 =0、スワーフ除去 =1)
Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle のすべての作業とパラメーターは、Siemens Sinumerik CYCLE83 Deep-Hole Peck Drilling Cycle で既に説明されています。
DP と DPR の違いを理解するには、Sinumerik 840D CYCLE81 Drilling Centering Cycle Programming をお読みください
Siemens Sinumerik CYCLE83 深穴ペック掘削サイクルのサンプル コード
サンプル プログラム Siemens Sinumerik CYCLE83 深穴ペック ドリリング
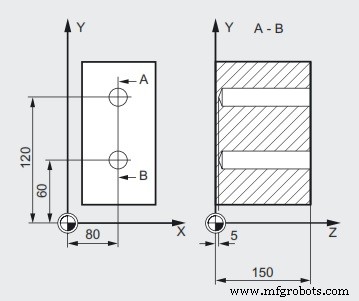
N10 G0 G17 G90 F50 S500 M4 N20 D1 T12 N30 Z155 N40 X80 Y120 N50 CYCLE83(155, 150, 1, 5, 0 , 100, , 20, 0, 0, 1, 0) N60 X80 Y60 N70 CYCLE83(155, 150, 1, , 145, , 50, 20, 1, 1, 0.5, 1) N80 M02
N50 CYCLE83(155, 150, 1, 5, 0 , 100, , 20, 0, 0, 1, 0)
サイクルの呼び出し;絶対値を持つ深さパラメータ
N70 CYCLE83(155, 150, 1, , 145, , 50, 20, 1, 1, 0.5, 1)
最終穴あけ深さと最初の穴あけ深さの相対データを使用したサイクル呼び出し、安全クリアランスは 1 mm、送り速度係数は 0.5
CNCマシン
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- CNC G81 ドリル サイクル プログラムの例
- CNC ミリング サンプル プログラム
- CNC プログラム例のスロット ミリング
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
- G83 ペック掘削サイクルの例
- Siemens Sinumerik 808D マニュアル
- Sinumerik L93 後退サイクル プログラムの例
- Siemens Sinumerik 808D ミリングの概要
- Siemens Sinumerik RET コマンドとは