


G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
G98 および G99 (固定サイクル リターン レベル) が G81 ドリル サイクルおよび G83 ペック ドリル サイクルと連携して高さの異なるコンポーネントの穴あけを行う方法を示す完全な CNC パート プログラム。
G98 G99 まとめ
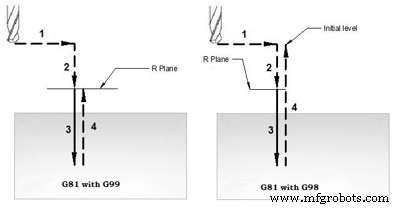
G98 と G99 は、固定サイクル (G81、G83 など) の動作方法を変更するモーダル コマンドです。
G98 がアクティブな場合、Z 軸は単一の操作を完了すると開始位置 (初期平面) に戻ります。 .
G99 がアクティブな場合、固定サイクルが 1 つの穴を完了すると、Z 軸は R ポイント (平面) に戻ります。その後、マシンは次のホールに移動します。
G81 掘削サイクル作業 – G98 G99 リターン レベル
CNC パート プログラム
G98 G99 G コード サンプル プログラムを使用した G81 ドリル サイクル
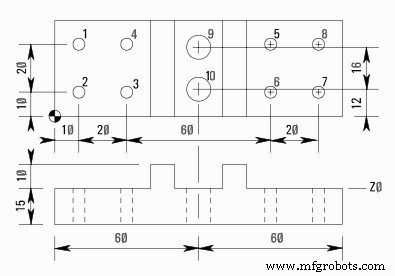
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1) N40 Y10 (Hole 2) N50 X30 (Hole 3) N60 Y30 (Hole 4) N70 G98 X90 (Hole 5) N80 G99 Y10 (Hole 6) N90 X110 (Hole 7) N100 G98 Y30 (Hole 8) N110 G91 G80 G28 X0 Y0 Z0 M05 N120 M06 T02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9) N150 G98 Y12 (Hole 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
説明
N10- ツール番号 1 へのツール交換 (M06)
N20- X10 Y30 Z12 への早送りトラバース、スピンドルは 1000rpm (S1000) で時計回り (M03) に始動。
N30- X10 で穴あけが開始 (G81) Y30 切削送り (F75) ドリルは、穴あけ操作後に R 面に後退します。
N40- 次の穴あけ位置 Y10 (G99 はモーダル G コード ドリルであるため、G98 が指定されるまで R 平面に後退し続けます)。
N50- X30 で次のドリル。
N60- Y30 でドリル
N70- X90 でドリルし、初期平面にリトラクトします。
N80- Y10 でドリルし、R 平面にリトラクトします。
N90- X110 でドリル
N100- Y30 でドリルし、初期平面にリトラクトします。
N110- 穴あけサイクルがキャンセルされ(G80)、工具交換のために基準点に戻り(G28)、スピンドルが停止します(M05)。
N120- ツール交換 (M06) をツール番号 2 に。
N140- G83 ペック穴あけは X60 Y28 で開始、ドリル深さは Z-17、ドリル ペック サイズは Q6、穴あけ送りは F60
N150- Y12 で次の深いドリル (最初のポイントに戻る).
N170- プログラム開始に戻る部分プログラム終了 (M30)
G &M コード
| コード | 説明 |
|---|---|
| T | 工具番号 |
| M06 | 工具交換コマンド。 |
| G90 | 絶対プログラミング |
| G00 | 早送り |
| S | カッター速度 |
| M03 | カッター回転時計回り |
| M08 | クーラントオン。 |
| G81 | ファナック掘削サイクル。 |
| G83 | ファナック ペック掘削サイクル。 |
| G98 | 固定サイクルの最初のポイントに戻ります。 |
| G99 | 固定サイクルの R ポイントに戻ります。 |
| F | カッティングフィード |
| G80 | 固定サイクルのキャンセル |
| M09 | クーラントオフ。 |
| G28 | 基準位置に戻ります。 |
| G91 | インクリメンタル プログラミング。 |
| M05 | カッター回転停止 |
| M30 | CNC パート プログラムが終了し、プログラム開始に戻ります。 |
CNCマシン
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- Haas G71 サンプル プログラム
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- G84 タッピング サイクルの CNC プログラムの例
- ECS G83 クリアリング サイクルによる深堀り