


CNC G81 ドリル サイクル プログラムの例
Fanuc G81 ドリル サイクルは単純なドリル操作に使用されるため、G81 ドリル サイクルの使用方法を示す cnc プログラムの例を次に示します。
CNC プログラム
Fanuc G81掘削サイクルのサンプルプログラム
N1 T1 M06 N2 G90 G54 G00 X.3 Y1.2 N3 S1200 M03 N4 G43 H01 Z1. M08 N5 G81 Z-.6 R.1 F10 N6 X1.2 Y.3 N7 G80 G00 Z1. M09 N8 G28 G91 Z0. M05 N9 M30
説明
N1- ツール番号 1 へのツール交換
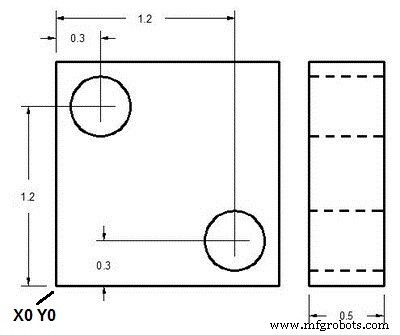
N2- ツールは、ゼロオフセット番号を考慮しながら、最初の穴あけ位置 X0.3 Y1.2 にすばやく移動します。 1
N3- ドリルは 1200 rpm で時計回りに回転を開始します。
N4- ドリルの深さは Z1 です。工具長補正 (G43 H01) を考慮して、クーラントをオンにします。
N5- 穴あけサイクル パラメータ、穴あけ深さ、および切削送りが与えられます。このコマンドでは、最初の穴あけが現在の位置 (X0.3 Y1.2) で行われます。
N6- 穴あけサイクルが続くと、すべての軸の動きで動作するため、次の穴あけは X1.2 Y0.3 で行われます
N7- G80 コマンドで穴あけサイクルがキャンセルされ、クーラントがオフになります。
N8- このコンポーネントの操作が終了すると、切削工具が基準位置に移動し、カッターの回転が停止します。
N9- CNC パート プログラムが終了しました。
G &M コード
| コード | 説明 |
|---|---|
| T | 工具番号 |
| M06 | 工具交換コマンド。 |
| G90 | 絶対プログラミング |
| G54 | ゼロオフセットNo.1 |
| G00 | 早送り |
| S | カッター速度 |
| M03 | カッター回転時計回り |
| G43 | 工具長補正 |
| M08 | クーラントオン。 |
| G81 | ファナック掘削サイクル。 |
| F | カッティングフィード |
| G80 | 固定サイクルのキャンセル |
| M09 | クーラントオフ。 |
| G28 | 基準位置に戻ります。 |
| G91 | インクリメンタル プログラミング。 |
| M05 | カッター回転停止 |
| M30 | CNC パート プログラムが終了し、プログラム開始に戻ります。 |
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- ファナック CNC プログラム例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- Haas G71 サンプル プログラム
- CNC プログラミング例の G76 スレッド サイクル
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム