


G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
CNC 工作機械のワーク ショップでは、さまざまなコンポーネントを扱います。もちろん、CNC 工作機械職人はそれらをプログラミングして機械加工します。
しかし、CNC 工作機械工作員は、コンポーネントを機械加工するための新しく経済的な方法も理解し、実践する必要があります。
次の cnc プログラミングの例は、さまざまな方法でプログラムできます。この cnc プログラム サンプルで使用される cnc プログラミングの方法は、プログラミングを容易にする G91 インクリメンタル プログラミング モードで G81 穴あけサイクルを使用します。
Fanuc cnc 制御は、G81 掘削サイクルで K を使用して掘削サイクルを繰り返します。
Haas cnc 制御は、L を使用して G81 掘削サイクルを繰り返します。
次の cnc プログラムは、haas cnc マシン用に書かれていますが、Fanuc cnc 制御用に簡単に変換できます。
Fanuc cnc 制御の同じテクニックを示す他の cnc プログラミング例を読むことができます
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで繰り返し穴あけ
- G81掘削サイクルとG91サンプルプログラムで掘削を繰り返す
掘削グリッド プレートの CNC プログラム
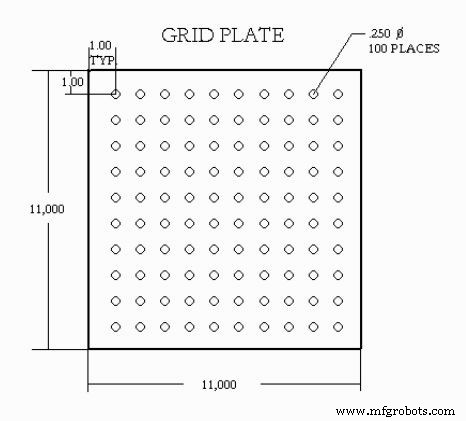
G81 掘削サイクルによる掘削グリッド プレート
03400 (Drilling grid plate) T1 M06 G00 G90 G54 X1.0 Y-1.0 S2500 M03 G43 H01 Z.1 M08 G81 Z-1.5 F15. R.1 G91 X1.0 L9 G90 Y-2.0 (Or stay in G91 and repeat Y-1.0) G91 X-1.0 L9 G90 Y-3.0 G91 X1.0 L9 G90 Y-4.0 G91 X-1.0 L9 G90 Y-5.0 G91 X1.0 L9 G90 Y-6.0 G91 X-1.0 L9 G90 Y-7.0 G91 X1.0 L9 G90 Y-8.0 G91 X-1.0 L9 G90 Y-9.0 G91 X1.0 L9 G90 Y-10.0 G91 X-1.0 L9 G00 G90 G80 Z1.0 M09 G28 G91 Y0 Z0 M30
上記の cnc プログラムでは、G90 アブソリュート プログラミング モードを使用して、穴あけ用の新しい行を開始しています。 G91 Incremen0tal プログラミングを使用できますが、G90 を使用すると、このプログラムを読みやすく理解し、デバッグしやすくなります (問題が発生した場合)。
CNCマシン
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- CNC ミリング サンプル プログラム
- CNC プログラム例のスロット ミリング
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- ECS G81/3 – 3 層掘削サイクル