


G86 ボーリング サイクル – ファナック ミル プログラミング
G86 ボーリング サイクル
Fanuc G86 Boring Cycle を使用して穴を開けます。
工具は送りで穴の底まで移動し、その後高速送りで穴から後退します。
G86 ボーリング サイクル フォーマット
G86 X Y Z R F K
パラメータ
X Y – 穴位置データ。
Z – ボーリング深さ (絶対値)。
R – 穴の上の工具開始位置。
F – 切削送り速度。
K – 繰り返し回数 (必要な場合)。
G86ボーリングサイクル
G86 ボーリング サイクル オペレーション
1.X軸、Y軸の位置決め後、R点まで早送りします。
2.R点からZ点まで穴あけを行います。
3.穴の底で、ツールは早送りで後退します。
ツールの戻り位置
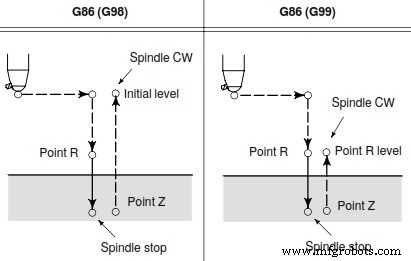
戻り平面は G98、G99 G コードに依存します。
G98 が G86 ボーリング サイクルで指定されている場合、工具は初期レベルに戻ります。
G99 が指定されている場合、工具は R に戻ります。レベル。
G86 ボーリング サイクル プログラムの例
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNCマシン