


ファナック サブ プログラミング
ファナック サブプログラミング
Fanuc CNC コントロールは、メイン ディレクトリ内に保存されている他のパート プログラムにアクセスする機能を提供します。
サブプログラム呼び出しの cnc プログラムの例については、Fanuc G76 Threading Cycle を使用した Multi Start Threads を参照してください
サブプログラム呼び出し
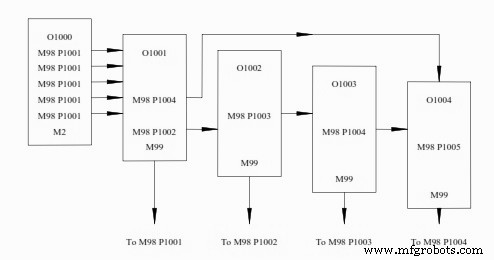
サブプログラムは、M98 コマンドの後に文字 P を前に付けたサブプログラム番号を使用して呼び出されます。
N10 M98 P1004
上記の cnc プログラム行では、サブプログラム 1004 が呼び出され、これは制御メモリに O1004
として保存されます。サブプログラム終了
プログラムを続行するために最後のプログラム (メインプログラム) の位置に戻るには、
サブプログラムの最終行で M99 コマンドが使用されていますN100 M99
ファナックサブプログラミング
サブプログラムの繰り返し
コントロールには、M98 プログラム ラインの一部として繰り返しコマンドを含めることもできます。
プログラム行が M98 P1004 コマンドで書き込まれると、コントロールは実際に情報行を M98 P00001004 として読み取ります。P ワードの後の最初の 4 桁は
繰り返し量です。
繰り返すにはサブプログラム (O1004) を 33 回実行すると、プログラム行は次のようになります:
M98 P331004
上記の cnc プログラム コードは、O1004 プログラムを 33 回呼び出してから、メイン プログラムに戻ります。
M99 コマンド
Fanuc コントロールには、次のように M99 コマンドを使用して、
メイン プログラムに戻るときに特定のプログラム行番号にジャンプする機能があります。
M99 P100
上記のこのコマンドは、コントロールをメイン プログラムの行番号 N100 に移動します。
M99 は、メイン プログラムの最後に書き込むこともでき、
プログラム ループが連続して発生します。
CNCマシン
- マイクロプロセッサプログラミング
- Arduinoとは何ですか?それをプログラムする方法は? –Arduinoプログラミング
- STK500:マイクロコントローラーをプログラムするための優れた方法
- FANUC ロボットをプログラミングする 5 つの専門的な方法
- Fanuc G75 溝入れサイクル CNC プログラム例
- ファナック CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- Fanuc CNC Lathe のプログラミング例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- ファナック M コード リスト