


Fanuc Circular Interpolation G02 G コード例
ファナック循環補間
Fanuc 円弧補間コマンド (G02、G03 G コード) は、ツールを円弧に沿って移動するために使用されます。
G02 – 時計回りの円弧補間。
G03 – 反時計回りの円弧補間。
円弧補間のプログラミング方法
Fanuc 制御の CNC 旋盤では、時計回りの円弧補間 (Arc) を次の方法でプログラムできます。
N10 G02 X Z R or N10 G02 X Z I K
説明
N10 G02 X Z R
X – X 軸の円弧終点
Z – Z 軸の円弧終点
R – 円弧半径
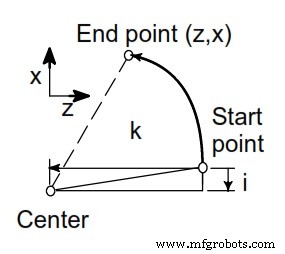
N10 G02 X Z I K
X- X 軸のアーク終点。
Z – Z 軸のアーク終点。
I – X 軸のアーク始点からアーク中心点までの距離。
K – Z 軸の弧の始点から弧の中心点までの距離。
ファナック円形補間 G02
Fanuc Circular Interpolation G02 G コード例
次の Fanuc 円弧補間プログラムの例は、複数の異なる方法でプログラムされています。
CNC プログラマー/機械工は、制御が許せば、G02/G03 X Z R メソッドまたは G02/G03 X Z I K メソッドを使用できます。
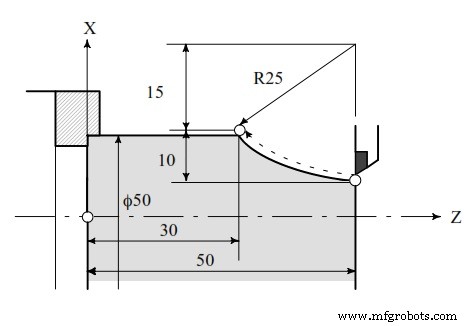
Fanuc Circular Interpolation G02 G コード例
(直径プログラミング)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3
CNCマシン
- ファナック CNC プログラム例
- CNC Fanuc G33 G32 Threading G Code
- ファナック G コード リスト
- Fanuc CNC Lathe のプログラミング例
- CNC プログラミング例 G コード G02 円弧補間 時計回り
- CNC プログラム例 G03 円弧補間
- G02 G03 G コード円弧補間サンプル プログラム
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- CNC 円弧補間チュートリアル G02 G03
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム