


円補間の概念とプログラミング パート 2 (R の使用)
円弧補間の概念とプログラミング シリーズの第 2 部であるこの記事では、CNC マシンで円弧補間をプログラム/機械加工するために必要な情報と、CNC 機械工が R (半径) を使用して円弧補間をプログラムする方法について説明します。
この記事の他の部分を読む
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
5 つの情報
円弧補間命令を実行するには、5 つの情報が必要です。
円運動
| アイテム | コマンド |
|
|
|
|
|
|
|
|
|
|
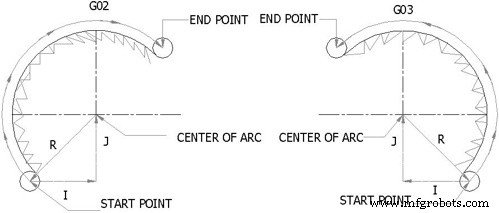
上記の情報を利用して、回転する円弧の中心を指定するには 2 つの方法があると簡単に言えます。
- R を使用して円弧の半径を指定します。
- I、J、または K を使用して、始点から円弧の中心までの距離を指定します。
R の使用
最初の方法は非常に単純で、Arc や Circle をプログラムするために特別な通常の作業は必要ありません。 X、Y 座標の次の点の値に言及し、R+「値」を使用します。多くのアーク プログラミング プロジェクトでは、ほとんどの制御システムで使用可能な R アドレスと共に直接半径を使用できます。この場合、始点と終点の角度差は非常に重要です。これは、コンピューターが独自の計算を行って円弧の中心を見つけるためです。始点と終点の間で測定された角度差が 180°以下の円弧は、R ポジティブを使用します 値 .角度の差が 180 を超える弧 ⁰、R ネガティブを使用 値 .
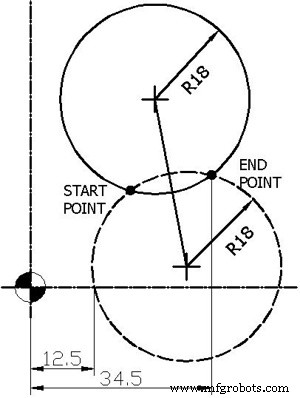
例:次の図を参照してください
半径正負
上の図には、2 つの円があります。 1 つは破線の円で、もう 1 つは実線です。これらの 2 つの円は、黒い点で示されている 2 点で互いに交差しています。
破線の円のツールの動きが始点から終点まで時計回りの場合、円弧は 180 度未満です。 絶対モード G90 でのツールのこの動作のコード
G02 X34.5 Y20 R18 F100.
また、実円の工具の動きが始点から終点まで時計回りの場合、円弧は 180 度を超えます。 絶対モード G90 でのツールのこの動作のコード
G02 X34.5 Y20 R-18 F100.
円弧補間コマンドが CNC プログラムによってアクティブ化されると、現在アクティブなツール モーション コマンドは自動的にキャンセルされます。このキャンセル動作は通常、G00、G01、またはサイクル コマンドです。
G90 と G91 を使用した円弧補間
G90 X ____ Y____ は作業座標系で円弧の終点を定義します。
G91 X____ Y____ は、弧の始点から弧の終点までの符号付き距離を定義します
R_____ は弧の半径の長さを定義します
この記事の他の部分を読む
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
CNCマシン
- C++ プログラミング:C++ とは | C++ の基本概念を学ぶ
- ネスティング ソフトウェアがパーツ プログラミングの生産性を向上
- CNC 円弧プログラミング演習
- CNC プログラミング例 G コード G02 円弧補間 時計回り
- CNC プログラム例 G03 円弧補間
- G02 G03 G コード円弧補間サンプル プログラム
- CNC 円弧補間チュートリアル G02 G03
- CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム
- L930 ミリング円形ポケット – Sinumerik 840 840C プログラミング
- G71 ボルト穴アーク – CNC ミル プログラミング
- Din 66025 NC プログラミング コード