


Fanuc G82 掘削サイクル
G82 穴あけサイクルは、G82 ざぐりサイクルとも呼ばれます。
G82 は通常の掘削サイクルですが、唯一の違いは、穴の底で指定された時間滞留し、通常は正確な深さの掘削に使用されることです。
構文
G82 X... Y... Z... R... P... F... K...
| パラメータ | 説明 |
|---|---|
| X | x 軸の穴の位置。 |
| Y | y 軸の穴の位置。 |
| Z | 深さ、工具は R 平面から始まる Z 深さまで送りで移動します。 |
| R | R 平面の位置。 |
| P | 穴の底に住む |
| K | サイクルの繰り返し回数 (必要な場合) . |
| F | 送り速度。 |
使い方
N30 G82 X10 Y30 Z-17 R2 P1000 F75 N40 Y10 N50 X30 N60 Y30 N70 G80
G82 穴あけサイクルがプログラム ブロックのパラメータで指定されると、サイクルが G80 で終了するまで、すべての軸移動で穴あけが続けられます
作業中
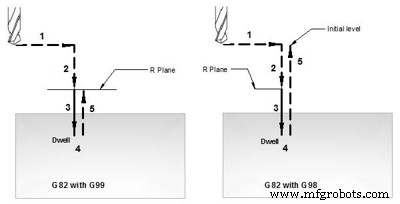
G82 掘削サイクルの仕組み
1- x、y 位置への早送り
2- R 平面位置への早送り
3- R 平面から Z 深さ位置への送りによる穴あけ。
4- 指定のドウェル
5- R 平面または初期レベルへの早送りは、G99、G98 モードに依存します。
G82掘削サイクル作業
G98 G99 モード
G98 または G99 モードでの G82 ドリル サイクルの動作
G98 ドリルは初期レベルに戻ります
G99 ドリル は R プレーンに戻ります。
実際の例については、G81 掘削サイクルを参照してください。
例
N30 G82 X10 Y30 Z-17 R2 P2000 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
掘削を繰り返す
K パラメータ値が G82 穴あけサイクルで指定されている場合、穴あけは K で指定された回数だけ繰り返されます。繰り返し穴あけの効果的な使用法は、複数の同じ距離の穴を穴あけする場合です。このように、G82 サイクルは G91 インクリメンタル モードで使用されます。繰り返し掘削の例については、G81 掘削サイクルを参照してください。
実例
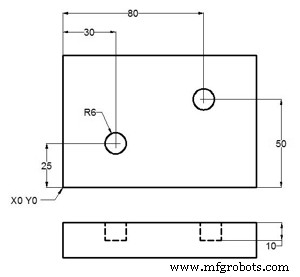
G82 掘削サイクルの例
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G82 Z-10 R2 P1000 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
CNCマシン