


Fanuc G83 ペック掘削サイクル
G83 ペック掘削サイクルは、複数のペックで掘削作業を実行します。この技術により、深穴掘削が簡単かつ経済的になります。
切りくずを排出しながら穴底まで断続的に切削送りを行います。
穴の底まで小刻みに送りながら穴あけを行うため、規定の深さになるごとにドリルが後退し、ドリルが次のペックをするたびに、この作業をドリルの深さに達するまで何度も繰り返します。 .
構文
G83 X... Y... Z... R... Q... F... K...
| パラメータ | 説明 |
|---|---|
| X | x 軸の穴の位置。 |
| Y | y 軸の穴の位置。 |
| Z | 深さ、工具は R 平面から始まる Z 深さまで送りで移動します。 |
| R | R 平面の位置。 |
| Q | 各切削送り (ペック) の切削深さ |
| K | サイクルの繰り返し回数 (必要な場合) . |
| F | 送り速度。 |
プログラムで指定されると、G83 ペック穴あけサイクルは、プログラムで G80 が指定されてペック穴あけサイクルを終了するまで、軸の移動ごとに繰り返されます。
使い方
N150 M06 T02 N160 G90 G00 X60 Y28 Z12 S750 M03 N170 G99 G83 X60 Y28 Z-17 Q6 R2 F60 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
上記のコード例では、最初のドリルは X60 Y28 で、2 番目は Y12 で行われ、次にペック ドリリングは G80 でサイクルが終了します。
作業中
ここでは、G83 ペック掘削サイクルがどのように機能するかについて簡単に説明します。
1- X、Y 穴あけ位置への早送り。
2- R 平面への早送り。
3- 送り Q 深さでの穴あけ。
4- R 平面への早送りによる後退。 .
5- 深さ Q-d への早送り (d 値はパラメータで指定)。
6- 送り Q+d 深さでの穴あけ。
7- R 面への早送りでの後退
br/>– ドリルが Z 深さ位置に到達するまで、この手順全体が繰り返されます。
– その後、ドリルが R 平面または初期レベルに後退します。プログラムで指定された G99 または G98 によって異なります。
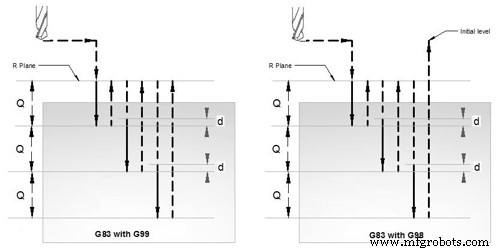
G83 ペック掘削サイクル作業
G98 G99 モード
穴あけ深さを完了した後、早送りで戻ります。戻り高さは、G98 または G99 を使用して制御できます。
G98 ドリルは初期レベルに戻ります
G99 ドリル は R プレーンに戻ります。
G98、G99 は、G83 ペック穴あけサイクル中に複数回使用できます。
例
N30 G83 X10 Y30 Z-17 Q5 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
掘削を繰り返す
G83 ペック穴あけサイクル、穴あけ操作は複数回繰り返すことができます。 K 値が G83 で指定されている場合、穴あけは K 回繰り返されます。
通常、繰り返し穴あけは G91 インクリメンタル モードで使用されます。繰り返し穴あけの良い例は、グリッド プレート穴あけです。実際の例については、G81 掘削サイクルを参照してください。
実例
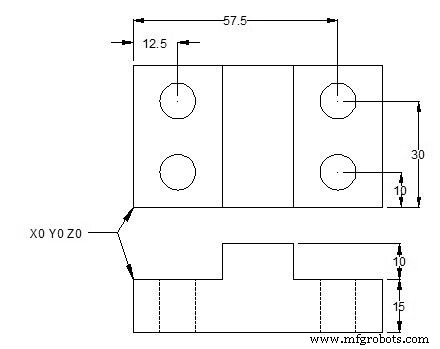
G83 ペック穴あけサイクルの例
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G83 X12.5 Y10 Z-17 R2 Q4 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
CNCマシン
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- CNC Fanuc G75 溝入れサイクル
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- Fanuc G84 リジッド ペック タッピング サイクル
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G83 ペック掘削サイクルの例
- Haas CNC 用 G83 ペック ドリリング サイクル (深穴)
- Fanuc 向け G83 ペック ドリリング サイクル (深穴)
- Siemens Sinumerik CYCLE83 深穴ペック掘削サイクル
- ECS G83 クリアリング サイクルによる深堀り