


Fanuc G81 ドリル サイクル
G81 穴あけサイクルは、単純な穴あけ/スポット穴あけ操作に使用されます。
構文
G81 X... Y... Z... R... K... F...
| パラメータ | 説明 |
|---|---|
| X | x 軸の穴の位置。 |
| Y | y 軸の穴の位置。 |
| Z | 深さ、工具は R 平面から始まる Z 深さまで送りで移動します。 |
| R | R 平面の位置。 |
| K | サイクルの繰り返し回数 (必要な場合) . |
| F | 送り速度。 |
G81 穴あけサイクルが定義されると、固定サイクルがシーケンシャル ブロックのすべての X-Y 位置で繰り返されます。したがって、G81 掘削サイクルは G80 でキャンセルする必要があります。
使い方
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
上記の例では、ドリルは X10 Y30 の G81 ドリル サイクルで開始されるため、最初のドリルは X10 Y30、次に Y10、3 番目は X30、4 番目は Y30、5 番目は X90、最後のドリルは Y10 になります。 G80 コードを持っているので、掘削サイクルは繰り返されません。
作業中
ここでは、G81 掘削サイクルがどのように動作するかについて簡単に説明します。
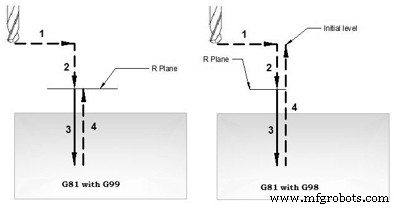
1- 指定した X、Y 軸位置 (穴あけ位置) へ早送りします。
2- R 平面位置へ早送りします。
3- R 平面位置から Z 深さまで指定した送りで穴あけします。
4- 初期レベルまたは R プレーンへの早送りは、G98、G99 モードに依存します。
G81掘削サイクル作業
G98 G99 モード
穴あけ深さを完了した後、早送りで戻ります。戻り高さは、G98 または G99 を使用して制御できます。
G98 ドリルは初期レベルに戻ります
G99 ドリル は R プレーンに戻ります。
G98、G99 は、G81 穴あけサイクル中に複数回使用できます。
例
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
掘削を繰り返す
G81穴あけサイクルでは、穴あけ操作を複数回繰り返すことができます。そのパラメータが G81 穴あけサイクルで指定されている場合、穴あけは K 回繰り返されます。
通常、繰り返し穴あけは G91 インクリメンタル モードで使用されます。繰り返し穴あけの良い例は、グリッド プレート穴あけです。繰り返し掘削の例を以下に示します。
実例
G81 掘削サイクルの例
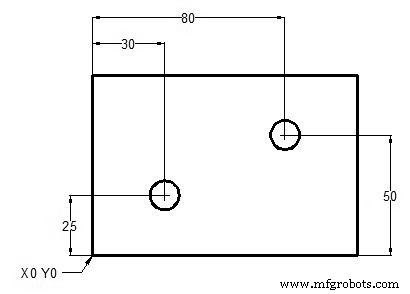
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
G98 G99 の例
G98 G99 での G81 掘削サイクルの使用
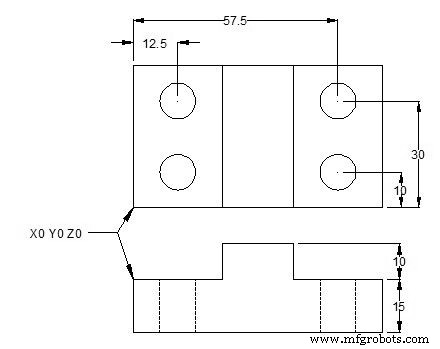
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
繰り返し掘削の例
G81穴あけサイクルで繰り返し穴あけ
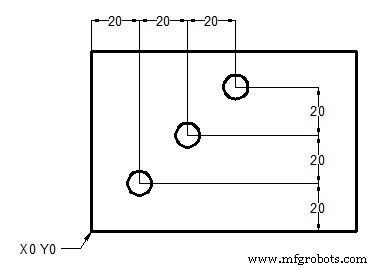
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 H1 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
または
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
CNCマシン
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- CNC Fanuc G75 溝入れサイクル
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- Fanuc 向け G83 ペック ドリリング サイクル (深穴)
- Fanuc マクロと G66 モーダル コールを使用して独自の G81 ドリル サイクルを作成する
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル